New Binder Allows Thinner Pavements That Resist Cracking, Rutting
BY Paul Fournier
Editor’s Note: This two-part presentation of Kraton Polymer’s new highly polymer modified asphalt (HiMA) binder begins with the latest test results NCAT’s Pavement Test Track. The results were released during the Pavement Test Track Conference Feb. 28 through 29 in Auburn, Ala. The second part, beginning on page 38, tells of the new binder’s use in Oklahoma this April.
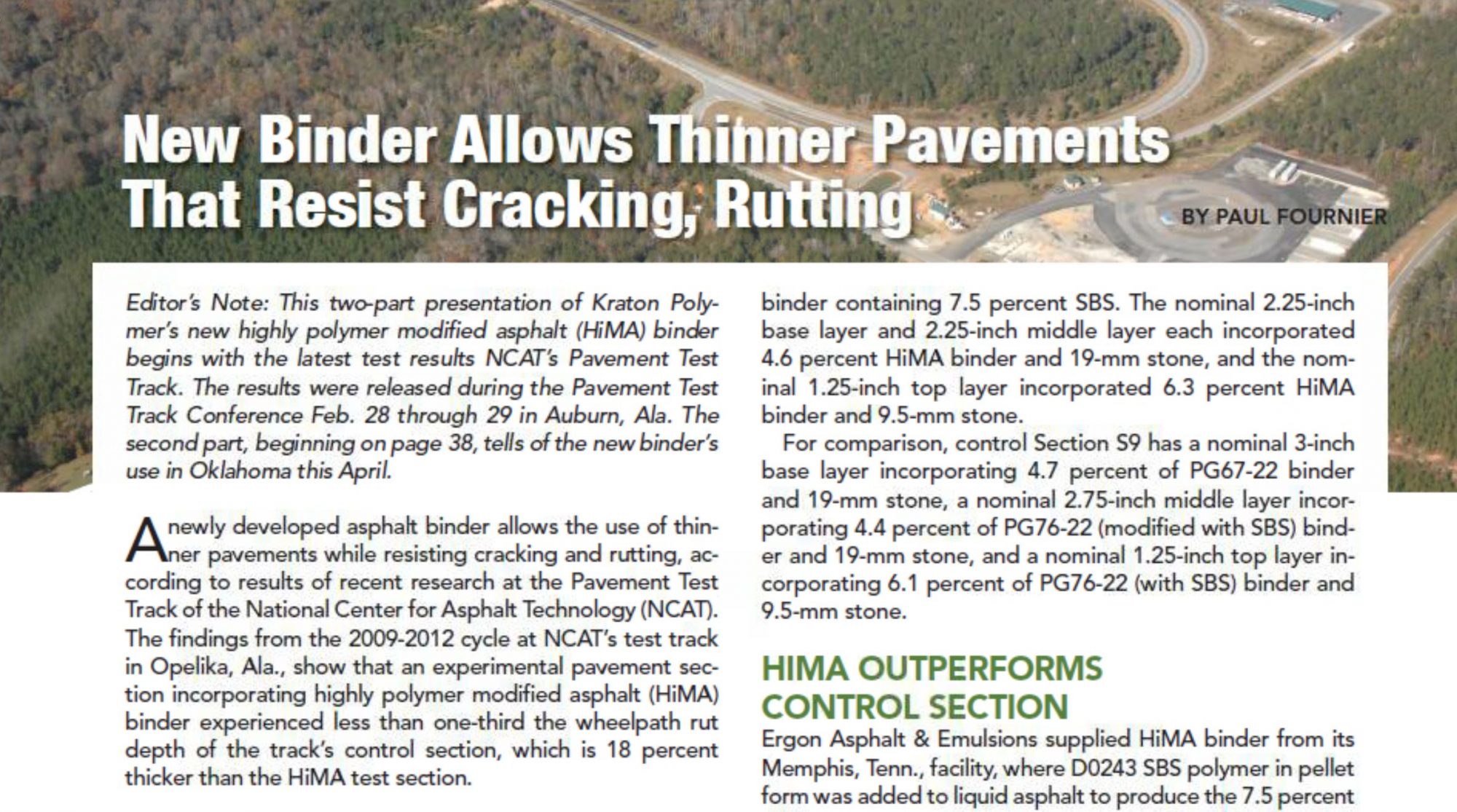
A newly developed asphalt binder allows the use of thinner pavements while resisting cracking and rutting, according to results of recent research at the Pavement Test Track of the National Center for Asphalt Technology (NCAT). The findings from the 2009-2012 cycle at NCAT’s test track in Opelika, Ala., show that an experimental pavement section incorporating highly polymer modified asphalt (HiMA) binder experienced less than one-third the wheelpath rut depth of the track’s control section, which is 18 percent thicker than the HiMA test section.
HiMA Boosts Polymer Content
Preparation for the latest cycle involved the reconstruction of 17 test sections in August 2009. One of the sections was North 7 (N7), which incorporates HiMA technology developed by the section sponsor, Kraton Performance Polymers. For detailed information on the test track’s construction and testing, check out the online HiMA package at www.TheAsphaltPro.com.
Kraton developed this technology to improve pavement durability and resistance to rutting, shoving and cracking, while reducing pavement thickness. This technology employs significantly higher polymer dosages than those ordinarily used.
Usually, as polymer content in asphalt binder exceeds 3 percent, binder viscosity begins increasing, eventually reaching a point where plant hot mix asphalt (HMA) becomes difficult to make and increasingly unworkable for paving crews. To overcome this limit, Kraton developed D0243 polymer, a modified styrene-butadiene-styrene (SBS) copolymer that can be blended with asphalt binder at dosages of 7.5 percent and higher, gaining the benefits of increased polymer content without increased binder viscosity.
To field test this new technology, Kraton engaged NCAT to build Section N7 using the same Superpave methodology as Section South 9 (S9), the track’s control section, but using HiMA binder containing 7.5 percent D0243 polymer instead of performance grade (PG) binders modified with standard SBS. Mix design, design gyrations and other factors were kept the same as the control section so the only variables would be the binder and the thickness of the layers.
Section N7 pavement is 5.75 inches thick, which is 18-percent thinner than the 7-inch-thick control section. N7 pavement consisted of three lifts of HMA, each employing HiMA binder containing 7.5 percent SBS. The nominal 2.25-inch base layer and 2.25-inch middle layer each incorporated 4.6 percent HiMA binder and 19-mm stone, and the nominal 1.25-inch top layer incorporated 6.3 percent HiMA binder and 9.5-mm stone.
For comparison, control Section S9 has a nominal 3-inch base layer incorporating 4.7 percent of PG67-22 binder and 19-mm stone, a nominal 2.75-inch middle layer incorporating 4.4 percent of PG76-22 (modified with SBS) binder and 19-mm stone, and a nominal 1.25-inch top layer incorporating 6.1 percent of PG76-22 (with SBS) binder and 9.5-mm stone.
This article originally ran in the June/July 2012 issue of AsphaltPro Magazine.
HiMA Outperforms Control Section
Ergon Asphalt & Emulsions supplied HiMA binder from its Memphis, Tenn., facility, where D0243 SBS polymer in pellet form was added to liquid asphalt to produce the 7.5 percent SBS concentration. HiMA binder was shipped to East Alabama’s Astec Double-Barrel plant, located just 11 miles from the track. The plant operator manufactured HMA at temperatures between 171°C (340°F) and 174°C (345°F).
Arriving at the track, delivery trucks discharged their loads into a Roadtec SB2500B material transfer vehicle, which provided a steady supply of mix to a Blaw Knox PF3200 paver. Three rollers compacted the mat: a Dynapac CC522 vibratory breakdown roller; an Ingersoll Rand pneumatic intermediate roller; and a Galion 712 static steel drum finish roller. The average mat compaction measured between 92.7 and 93.7 percent. No procedural changes were necessary in producing HiMA mix at the plant or in placing the material by the paving crew.
Truck trafficking for the 2009-2012 cycle concluded in September 2011 when the goal of 10 million ESALs was achieved. NCAT researchers studied accumulated data and arrived at conclusions, which were subsequently presented at the February 2012 Test Track Conference.
One of the most significant findings was that the average wheelpath rut depth of the N7 HiMA section was less than a third of the control section. Specifically, the rut depth of Section N7 was 2.2 mm (0.09 inches), while that of the S9 control section was 7.1 mm (0.28 inches). Also of consequence: surface crack mapping of N7 pavement had not shown any pavement cracks.
HiMA-Repaired Section Outperforms Control
An adjoining test section—the Oklahoma DOT-sponsored Section N8—provided further evidence of HiMA binder effectiveness. Check out the online HiMA package at www.TheAsphaltPro.com for the details.