How to Roll for Bonus, Part 2—Ideas for Perfect Compaction
BY Sandy Lender

If misalignment of the screed sections leaves a line in the mat, the roller operator is called on to smooth it out. Mat imperfections, divots, cool spots, anything that isn’t perfect gets left to the breakdown, intermediate and finish rollers to take care of. That means the roller operator’s equipment must be in perfect working order, as we discussed in September, and his skills must be honed with excellent training and continued review. For this part of our rolling series, we’re going to teach your roller operators how to do a bonus-worthy job.
The instruction in this article will begin with the shift start-up, which requires input from the quality control (QC) tech on the project. Then we provide an in-depth look at rolling patterns and what influences them for best compaction. We’ll wrap up with a quick review of intelligent compaction (IC) use. This article will teach your roller operators the “what” and “why” behind getting density without crushing rock, and how to do it all efficiently, effectively and with minimal downtime.
Before we get into the shift start-up, let’s discuss one fundamental that a number of resources agreed upon:
As the operator of the compaction equipment, you have the critical job of safeguarding the pavement layers against deformation. Once the subgrade, capping and subbase layers for the road’s structure are in place, it will be your responsibility to compact the asphalt base layer, intermediate (binder) layer, and surface (wearing/finishing) layer to perfection. The purpose of compaction is to protect the whole system from deformation, water intrusion and more.
As the roller operator, you are a vital member of the paving team. You are the person who gets the aggregates and fines that are in the mix to fit together like a puzzle within their layers, so that they form a strong and supportive, yet still fl
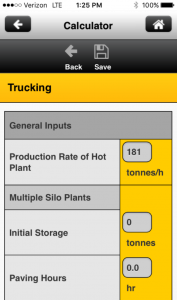
The Paving Amplitude Calculator App from Caterpillar Paving Products, Peoria, Illinois, is designed to help the operator determine the proper amplitude setting for the roller. The user inputs a number of metrics and the tool processes the information to offer a recommended amplitude setting and instruction on how to set up the vibratory system to provide the recommended output. Photo courtesy Caterpillar Paving Products, Peoria, Illinois.
exible, pavement. Simply put, the roller operator squeezes out a percentage of air voids.
Each state department of transportation (DOT) has specs for the percent of density the compaction team should achieve, depending on the mix design and the layer you’re working on. That’s one of the many reasons the roller operators, and all members of the rolling team, need to know more than what type of equipment they’re working with. They need a meeting at the start of the day to learn the what, why and how for the rolling pattern(s).
Start the Day
In the old days of all-visual control, the supervisor was generally the one giving the roller operator his cues. Now that it’s a numbers game out there, the QC technician typically calls the shots, according to industry consultant John Ball of Top Quality Paving & Training, Manchester, New Hampshire. Your QC technician needs to hold a meeting with the roller operators to start the day off right. This huddle is usually a separate meeting for the QC team, and it’s a vital step to make sure each member of the rolling train knows what he can expect for the day and what is expected of him on the job overall. The team has specific goals for this conversation, which a number of experts weighed in on.
First, the QC officer—usually with support from the project supervisor—will handle the management of this meeting and its outcome. He will bring together the breakdown roller operator(s), intermediate roller operator, finish roller operator, and the general laborers who run the plate compactor and assist with fueling and filling water tanks.
Second, the QC tech will make sure each equipment operator knows the width of the drums on his equipment and the width of the lanes—or passes—being laid. Knowing drum width and lane width is vital for figuring the rolling pattern.
Third, the QC tech will make sure each equipment operator knows the type of mix the crew is working with that day, at what temperature they expect it to arrive from the plant, and at what depth it will be placed. Knowing the type, temperature and thickness of the mix is vital for setting amplitude and frequency, and impactment spacing and rolling speed. These elements are interconnected for success, so let’s give operators an overview of them here.
- Amplitude is the height the drum “jumps” off the mat during vibration, as described by Ball. Depending on the thickness of the lift/layer and coarseness of the mix, the amplitude of the breakdown roller will be set to high, medium or low. For example, thick lifts (2 or 3 inches in North America) can take higher amplitude than thin lifts (0.5 or 1 inch). Original equipment operators (OEMs) have developed technology to help QC techs and operators figure settings based on actual conditions at the jobsite. For example, Caterpillar Paving Products has the Paving Amplitude Calculator App to help you determine the proper amplitude setting for the roller. First, you input the metrics that the app requests. Then the tool processes the information to offer a recommended amplitude setting. It also offers instruction on how to set up the vibratory system so the operator can achieve the recommended output.
 Frequency is the strength or force of the vibration. It is measured in vibrations per minute (vpm). Depending on the temperature and coarseness of the mix, the frequency of the breakdown roller is typically set between 2,500 and 4,000 vpm. The team from Sakai America shares on its website: “Frequency is simply the number of times per minute that the eccentric shaft rotates within the drum. 4000 vpm means the shaft rotates 4000 times per minute…”
Frequency is the strength or force of the vibration. It is measured in vibrations per minute (vpm). Depending on the temperature and coarseness of the mix, the frequency of the breakdown roller is typically set between 2,500 and 4,000 vpm. The team from Sakai America shares on its website: “Frequency is simply the number of times per minute that the eccentric shaft rotates within the drum. 4000 vpm means the shaft rotates 4000 times per minute…”- Impactment space, which Ball considers the most important setting to monitor, is the number of times—per foot—that the drum “hits” the mat. It is measured in feet per minute (fpm). Impact spacing will not be less than 10 impacts per foot (IPF), which is traveling at about 380 fpm, or you could see waves or dips in the mat. You will not set the impact spacing higher than 14 IPF, or you could end up with ripples in the mat. Remember that impactment spacing dictates your speed.
- Oscillation is the back-and-forth action of two, unbalanced shafts within the roller drum. The team at Hamm explains the concept: “The unbalances are offset by 180 degrees. This causes the drum to carry out a rapidly alternating forward-backward rotary movement, with the result that the compaction energy is directed into the [pavement] tangentially to the front and rear in the form of shear forces. In contrast to a vibrating drum, it acts dynamically on the [surface] all the time. Because the drum is always in contact with the ground, there is also a constant static load due to the weight of the machine.”
 When the operators understand the amplitude, frequency, impactment spacing and other settings of the breakdown and other compactors, they will be better able to set the values for the current job’s mix design, temperature and thickness. As mentioned already, the thick mat will allow stronger—or higher—amplitude. These settings are more easily programmed today due to the microprocessors built into the machines. Ball says it’s no longer a guessing game.
When the operators understand the amplitude, frequency, impactment spacing and other settings of the breakdown and other compactors, they will be better able to set the values for the current job’s mix design, temperature and thickness. As mentioned already, the thick mat will allow stronger—or higher—amplitude. These settings are more easily programmed today due to the microprocessors built into the machines. Ball says it’s no longer a guessing game.
Let’s dive into some basic rolling patterns and a few mix designs that influence change in those patterns.
Develop Your Best Rolling Pattern
Part 1. Widths
During the compaction team meeting, the QC tech and roller operator will help determine the rolling pattern. This should be based on width of the mat and width of the rollers, as well as the mix design parameters (including its delivery temperature), paving speed, and ambient and ground temperatures. We’ll look at temperatures and mix design influences again in just a moment; let’s do some width calculations right here.
When selecting the equipment for the job, the project manager will have considered which asphalt compactors in the company’s fleet would be perfect for the lanes to be paved. If you’re paving a 12-foot-wide lane, your manager probably didn’t pick a 54-inch roller for the job. Ball explained that it’s too narrow to achieve compaction before the mat cools.
To get the most efficient number of roller passes applied to the mat, you want a drum of sufficient width. The 12-foot lane is 144 inches wide. The wise project manager wants to put a roller with a 78-inch drum (or even an 84-inch drum) in the breakdown position. The 84-inch drum is a bit wider than necessary, but its heavier weight can assist in compaction.
Consider the roller with a 54-inch drum width for a moment. If you roll up toward the screed and back for one pass, you’ve covered 54 inches of the 144-inch mat; let’s say that takes three minutes. Then you go up and back for a second pass, now having covered 108 inches in six minutes. You’ve got to go up and back a third time, for a total of nine minutes, to get full coverage of the 12-foot lane. Now the operator takes another 1.5 minutes to go up to begin the next set of passes.
If using a drum that is 78 inches wide, you roll up toward the screed and back for one pass, covering 78 inches of the 144-inch mat; again, let’s say this takes three minutes. Then you only go up and back for a second pass to get full coverage of the 12-foot lane in a total of six minutes. That’s getting the most efficient number of roller passes from a drum of sufficient width. This operator has saved three minutes off the compaction time of our 54-inch drum example.
When the QC tech sets the rolling pattern, he will take into consideration the width of the drum, the width of the road and the speed at which the crew will pave. This is another reason why the members of the compaction team need to be aware of equipment size and capability. We know it will take more than one coverage to achieve density. The breakdown roller may need to perform its passes two or three times. The most efficient machine gets the passes accomplished before the mat cools.
Check out a couple rolling pattern ideas from Bomag Americas in figures 1 and 2 below.
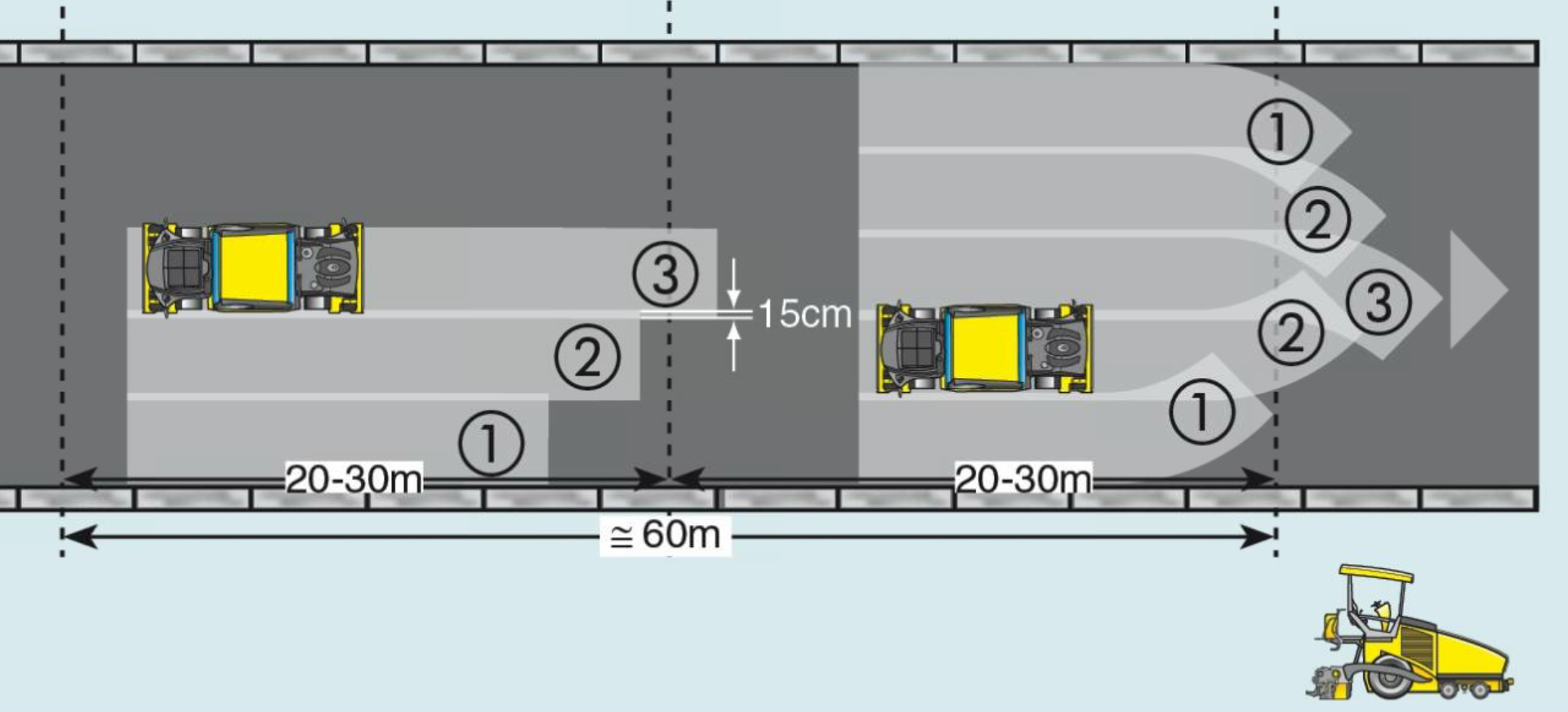
Figure 1. The paving widths and depths in Europe are often wider and thicker than those in North America. In this example of rolling patterns, the breakdown roller has time to roll from the outside toward the center of the road in one, two, three, four passes before making a final/fifth pass up the middle of mat. Notice the example in the section closest to the paver shows the slight turn the roller makes prior to stopping and reversing on the hottest portion of the mat. This slight turn helps eliminate the “hard stop” that pushes the hot mat and creates a bow of material for the roller to smooth out in future passes. The operator also turns off vibration about one roller length prior to stopping—at least 8 to 10 feet prior to stopping—to prevent breaking aggregate or creating a huge divot at the stop mark.
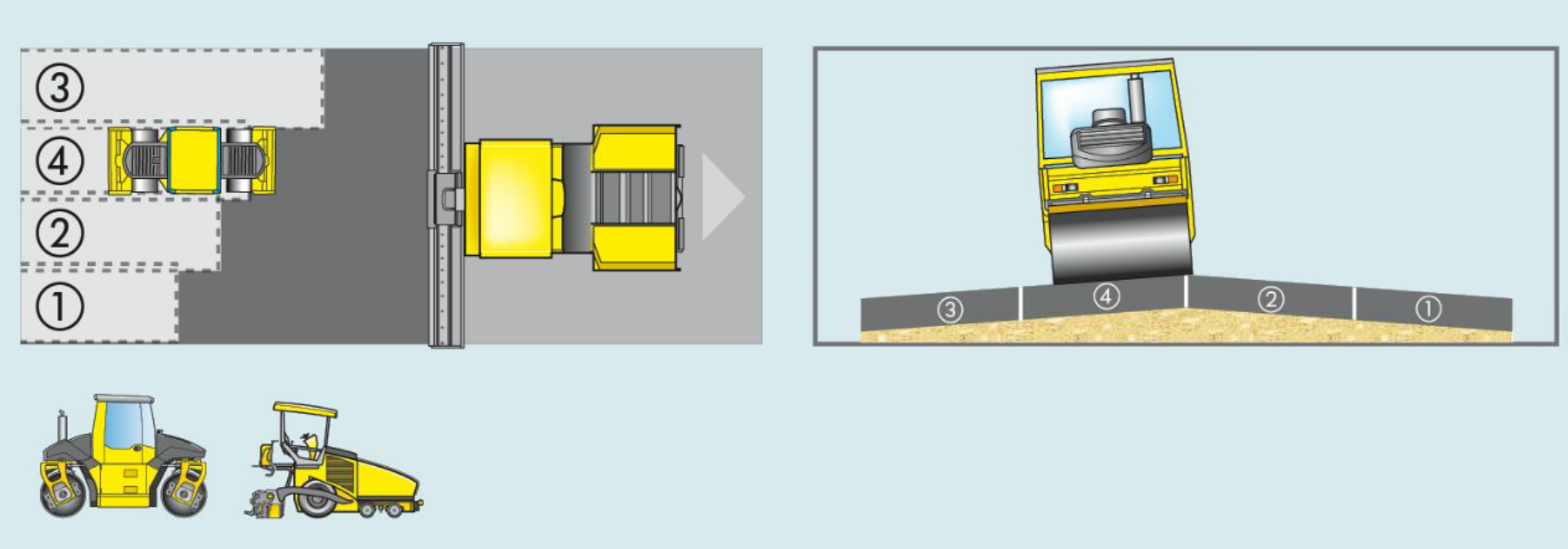
Figure 2. In this example of a rolling pattern, notice that the machine rolls from the low side to the high crown in the middle of the lane. Also notice that the roller operator isn’t letting the paver get too far ahead. To complete Pass One, the operator first rolled to a gentle stop when the roller was within about 50 feet of the paver, turning off vibration about one roller length prior to stopping. Then he reversed. For Pass Two, he did the same. At the back of Pass Two, the operator crossed on the coolest part of the mat to the other side of the lane, and then performed Pass Three, rolling to a gentle stop when the roller was within about 50 feet of the paver. Now we see the machine performing Pass Four. It will come to a gentle stop within about 50 feet of the paver, turning off vibration about one roller length prior to stopping, before reversing to the cooler portion of the mat and crossing back to the low side to begin Pass One again.
Develop Your Best Rolling Pattern
Part 2. Influences

The QC tech and roller operators will determine the rolling pattern before the job starts. The intelligent compaction (IC) system helps the operator track his passes. Depending on the system, it may offer a reading or level of mat stiffness under the drums or other way to assess compaction. Photo courtesy Volvo Construction Equipment, Shippensburg, Pennsylvania.
“No matter what size drum you have, the impactment spacing is crucial,” Ball emphasized. If the mix is delivered at a temperature less than 300 degrees F, and ambient temperature is falling, you may need to increase impactment spacing so you can increase working speed to keep up with the cooling mat. Let’s take a look at how that works.
Look at what’s affecting the mat.
- Subbase
- Mix design
- Material temperature
- Lift thickness
- Ambient conditions (temperature, wind speed, shade from overhead)
First, the condition of the subbase is more complex than this article will go into. For this article’s purpose, let’s assume that the subbase was built to specifications and compacted perfectly. It’s dry and ready for the asphalt layers you’re placing.
Second, learn about the mix you’re placing. Chuck Deahl, formerly of BOMAG Americas Inc., has told us time and again that the temperature of the mix will influence its workability and flexibility. Tim Murphy of Murphy Pavement Technology Inc., Chicago, has told us that the more coarse the mix, the more quickly it will cool. That means you want to be on it, chasing compaction quickly.
Let’s think about the stone matrix asphalt (SMA)—or boney mix—and what curve balls it can throw at the roller operator. Ray Brown, Ph.D., director emeritus at the National Center for Asphalt Technology (NCAT) talked to us specifically about draindown, which you will look for on the new mat before rolling.
“Draindown can occur when storing the mix in a silo or when hauling the mix to the job site,” Brown explained. “Draindown occurs due to the low surface area of the aggregate and can result in bleeding in the surface of the pavement.”
One of the ways the team solves the problem of draindown is to call the plant. The operator will modify the mix with the addition of fibers or the addition of a polymer to the binder, Brown explained. Fibers are typically the answer. “If draindown is occurring, it may be that the fibers are not being properly fed into the mix,” Brown said. “Steps should be immediately taken to adjust the mix to solve the problem.”
That fixes the problem at the source, but leaves the roller operator and QC tech looking at a wet area of excess binder on the mat. Brown described it as “similar to bleeding or a fat spot.” If you roll this area, the fat spot becomes permanent and friction at that spot is lessened. Instead, Brown recommended you let the area of high asphalt content “rest” for one to two minutes.
“If draindown occurs, but is minimal and in localized spots, it is possible to let the mix set for a little bit before rolling, and the asphalt can be absorbed by the mix, thus removing the binder from the surface…If they let small draindown areas set for one to two extra minutes, the excess asphalt in these areas may drain below the surface.”
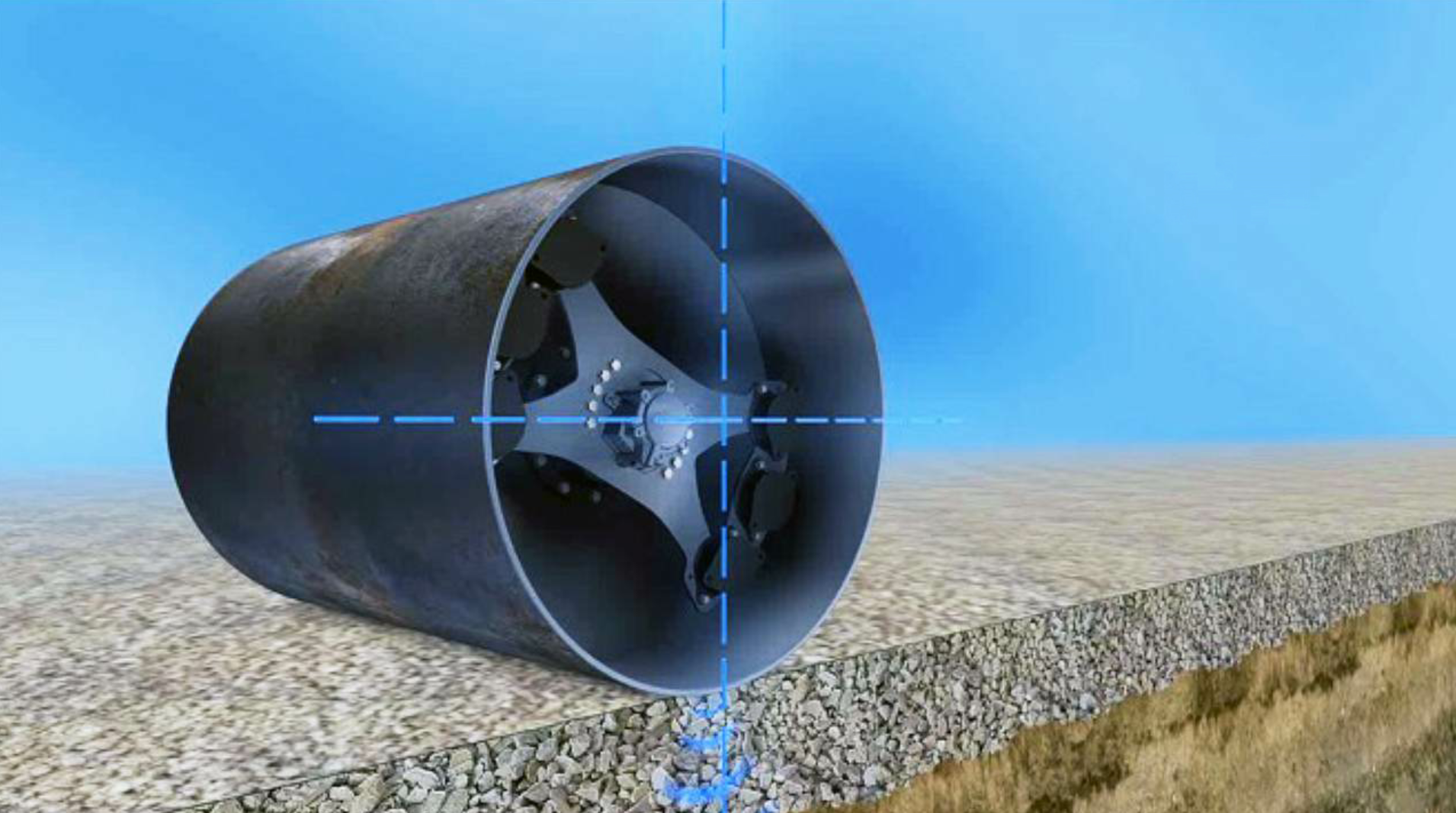
The illustration on the left shows the technology inside a vibratory drum. The mechanism within allows the drum to “jump up and down” and impact the pavement. The illustration on the right shows the technology inside an oscillatory drum. The mechanisms within allow the drum to stay in contact with the pavement while massaging the new mat. Illustrations courtesy Hamm, Antioch, Tennessee.
Third, waiting one to two minutes will feel like an eternity when you’re monitoring temperatures. Any rolling instructor worth his salt will tell you compaction depends on time and temperature. Let’s look at a way you can trick the roller into giving you a little extra time to work with: release agents.
During the morning meeting, the compaction team will have discussed what influences the roller settings, including mix design and material temperature. For example, if the job calls for a polymer-modified asphalt (PMA), the temperature of the mix will probably be 40 to 50 degrees greater than typical paving temperatures. A number of veteran operators suggest putting up to 20 ounces of Dawn dishwashing liquid (or up to 25 ounces of Downy fabric softener) in the water tank to assist in drum lubrication to prevent pickup of the stickier-than-normal mat.
Then, the breakdown roller operator will watch how closely he can roll to the screed. “He may be able to roll a little closer to the screed when he uses the lubricating additive,” Ball said.
For typical rolling patterns, Ball reminded operators that it’s generally acceptable to roll within 50 feet of the screed, which equals about two lengths of the paver. This allows the drums to heat, stay hot and get good compaction of the mat.
When working with a mix that exceeds 320 degrees F at delivery, Ball said it’s generally not acceptable to get that close to the screed. The danger of picking up material and leaving divots in the mat is too great because the mat is too hot; you’re using too much water for lubrication, which results in ribboning. When you add a release agent to the tank, the amount of water use lessens and the roller can get a little closer to the screed where the mat is still hottest. This takes a seasoned operator who is paying attention to make the right call.
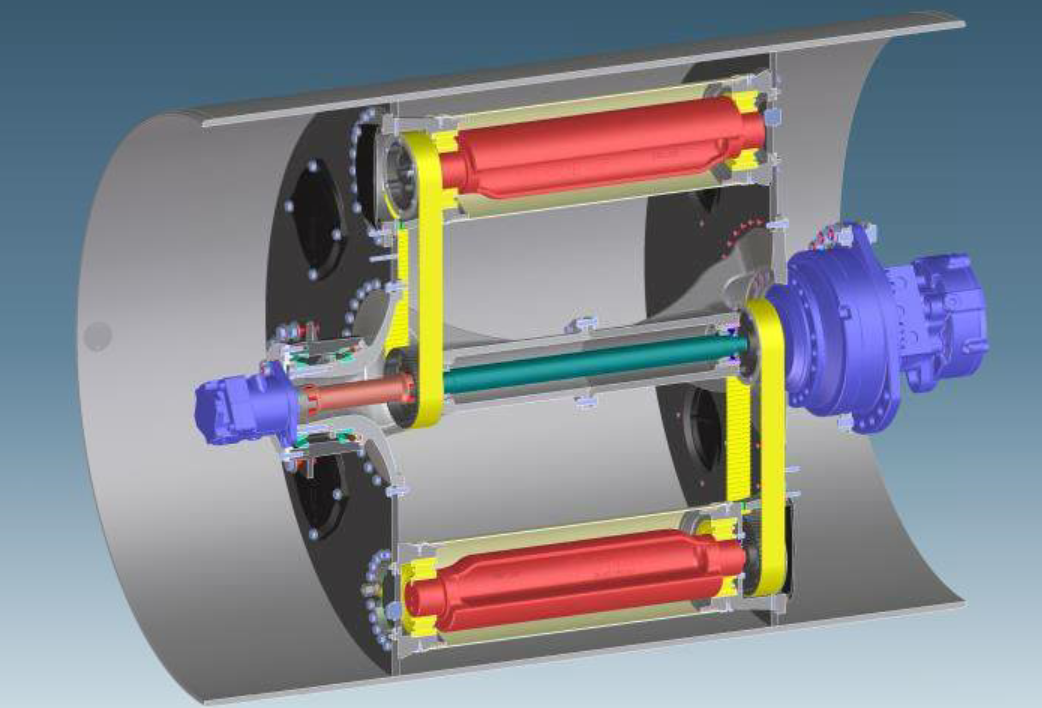
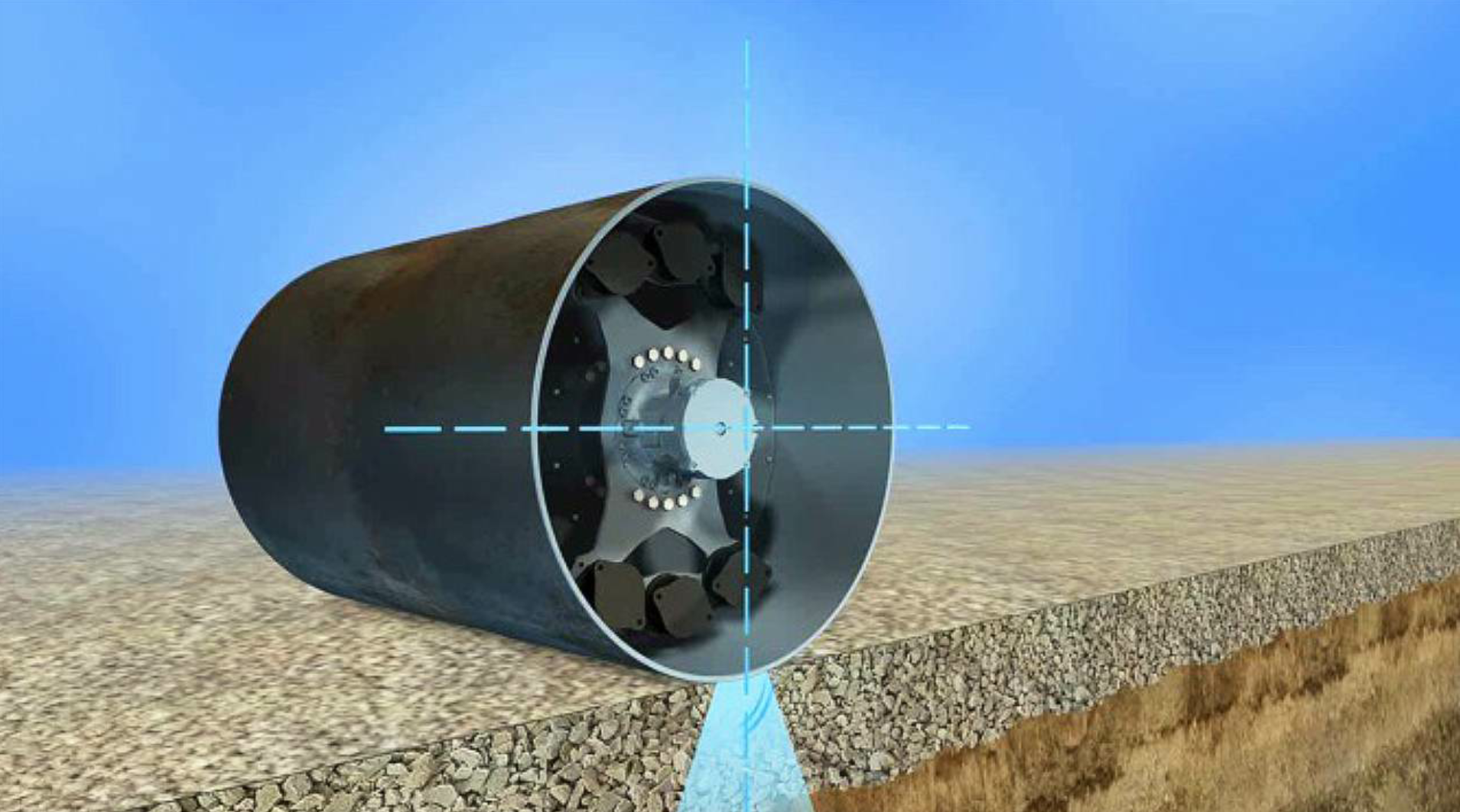
Bomag’s rendering of the oscillation technology shows the two mechanisms (in red) that cause the drum’s compaction energy to be directed tangentially into the mat. Illustration courtesy Bomag Americas, Ridgeway, South Carolina.
Fourth, watch the way lift thickness affects cooling of the mat and aggregate structure. Roller operators may not be well-versed in mix design specifics, but there’s a simple concept here: a thin lift that is only half an inch “tall” cannot have in it rocks that are one inch “tall.” Also, a thin lift that is only half an inch thick will cool more quickly than a lift that is two or three inches thick. These are pretty basic facts, but they’re something new roller operators may not have been introduced to yet. It’s worth taking time to share the foundation for understanding.
“Thinlays will cool quickly due to the reduced thickness of the mix,” Brown shared. “So it is important to roll this mix quickly before it cools. Sometimes higher roller frequency and lower amplitude is used for thinlays. Vibratory rollers and rubber tire rollers are effective for rolling thin asphalt layers but be careful that excessive breakdown of the aggregate does not occur. Reduced amplitude and higher frequency should help to reduce aggregate breakdown.”
Fifth, keep track of elements beyond the mat. Ron Berube of TransTech Systems Inc., Latham, New York, told readers to watch ambient temperatures and delivery times.
 “You don’t want 10 or 12 trucks sitting there cooling,” Berube said. He pointed to the use of material transfer vehicles (MTVs) to remix material and bring temperatures back to optimum. “Odds are, if they’re using an MTV, they’re not having any issues,” Berube said. “They really have to look at the overall process of laydown. They may be paving too fast for the breakdown roller to get on the mat. If they know what mix they’re using at the beginning of paving and get their settings locked in, things generally won’t fall apart.”
“You don’t want 10 or 12 trucks sitting there cooling,” Berube said. He pointed to the use of material transfer vehicles (MTVs) to remix material and bring temperatures back to optimum. “Odds are, if they’re using an MTV, they’re not having any issues,” Berube said. “They really have to look at the overall process of laydown. They may be paving too fast for the breakdown roller to get on the mat. If they know what mix they’re using at the beginning of paving and get their settings locked in, things generally won’t fall apart.”
Berube said paving speed often turns out to be the problem. It’s a fact that contractors often find themselves trying to keep up with production or a line of trucks; this makes it difficult to slow down a paving train. “Usually the problem is that they’re paving too fast for the ambient temperature,” Berube said. “If they just can’t slow down, they may have to adjust the pattern. They may have to eliminate the static pass for the breakdown roller. Or they may run a second breakdown. The ambient temperature will affect the speed at which you pave and get compaction.”
His colleague, Morse, agreed, saying, “The production speed at the plant affects this, too.” If the plant loads out all the tons that have been stored first thing in the morning, and then begins producing tons, watch production temperatures and delivery times. Fluctuations will affect what the haul truck brings to the paver.
“It’s a big team out there,” Morse said. “You need the team leader out there, the density tech.”
Develop Your Best Rolling Pattern
Part 3. Your Secret Weapon
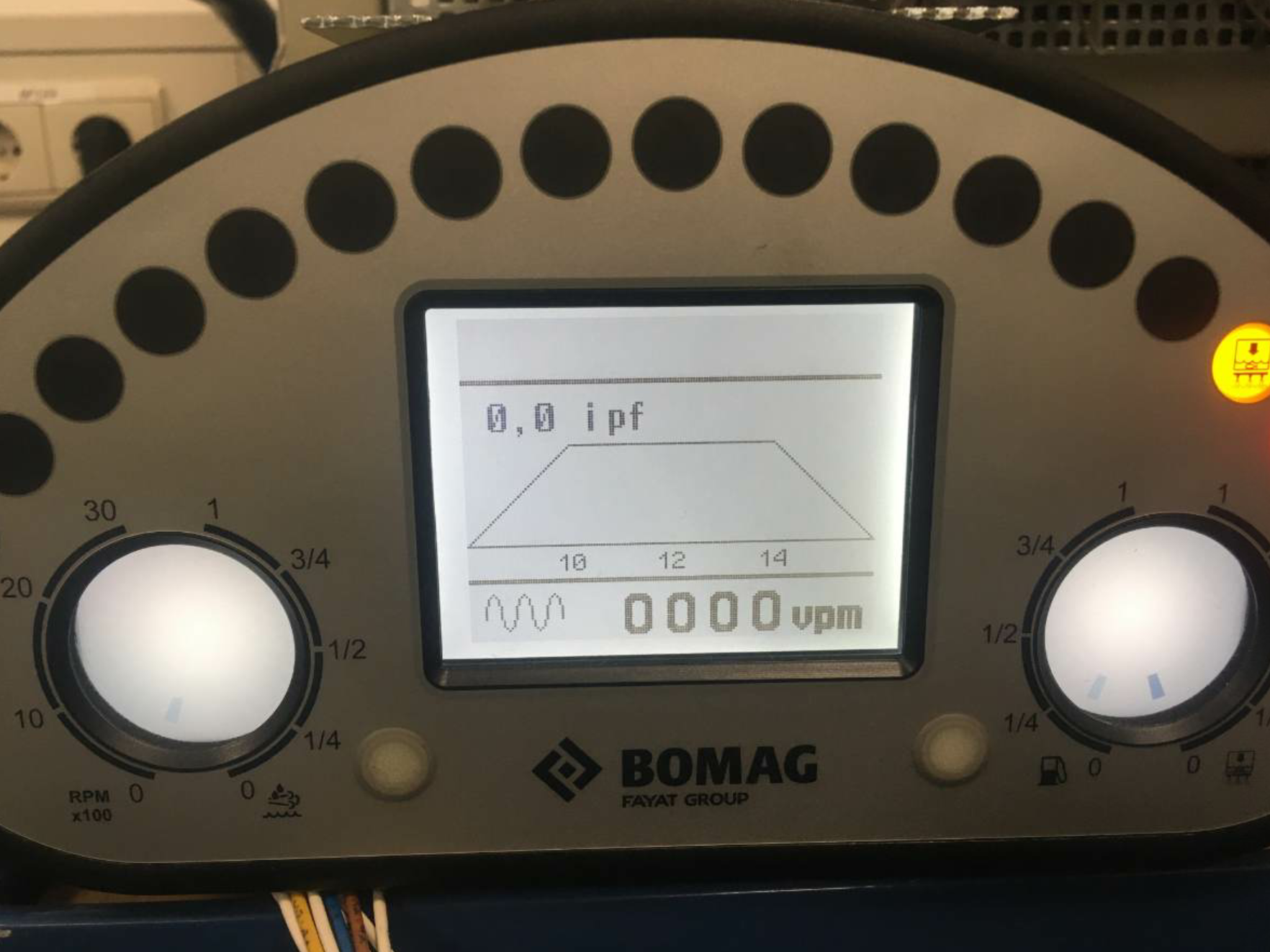
Impactment spacing should be set between 10 and 14. Photo courtesy Bomag Americas, Ridgeway, South Carolina
Ball calls the pneumatic tired roller your secret weapon. For this machine, it’s all about the tires. You achieve compaction with the pneumatic roller through contact pressure. Of the two types of tires—radial and bias—to choose from for this piece of equipment, the bias tire, will provide full contact with the mat.
 You will give special attention to the tires in your daily walk-around of the machine prior to shift start-up. You want to make sure they’re smooth, not cut up with canvas showing. Depending upon the size of the tire, and how much of the tire needs to stay in contact with the mat, you have the option for each tire to be between 50 and 120 PSI.
You will give special attention to the tires in your daily walk-around of the machine prior to shift start-up. You want to make sure they’re smooth, not cut up with canvas showing. Depending upon the size of the tire, and how much of the tire needs to stay in contact with the mat, you have the option for each tire to be between 50 and 120 PSI.
For example, a tire which is 750 x 15-inch, 20-ply, radial on a 10-ton roller might require 50 PSI, if you’re laying a 1-inch lift; or 75 PSI, if you’re laying 3 inches. (Ball explained this isn’t the Gospel; it’s a range.)
A 10-inch wide bias tire on a 10- to 25-ton roller may require up to 120 PSI. Your dealer can tell you the specifications for your model’s tire.
Now here’s a tip for keeping tire pressure even throughout the shift. Keep the temperature gun handy. When double-checking mat temperature to make sure you’re getting into the rolling zone at the right time, also take the temperature of the tires. Check each one individually. If one reads lower than another (80 instead of 120), it’s flat. It has low pressure and it needs to be reinflated. These days, OEMs include compressors on the operators’ platforms, so you can adjust pressure more easily in the field. The QC tech will make the call if contact pressure needs to be changed in all tires. As Berube mentioned earlier, once settings are in place at the beginning of the shift, big changes shouldn’t be necessary.

The Hamm Compaction Quality (HCQ) system features a color touchscreen PC with USB interface at the operator’s station. The setup in the cab is designed for operator comfort with steering accomplished via steering wheel and controls via a joystick and armrest. Photo courtesy Hamm, Antioch, Tennessee.
Getting into the pneumatic roller’s operation, we see that its tires are not as forgiving as the steel roller’s drums are. For example, if you roll onto a portion of the mat that is too hot for the cool tires, they will pick up material, as the cool drum would. But the tires will start wrapping the material around them, grabbing more and more, creating a mess of the mat, according to Ball. One way to guard against this mess is to use lubrication on the tires until they are heated up and staying hot. Staying hot means you’re not stopping on the coolest part of the mat for a break. “Most rubber tire rollers have two tanks now—one for water, one for a release agent. He can use lubrication when he first starts…until the tires get up to temperature.”

Volvo’s Density Direct features an 8X10 touch screen display and uses a GPS to track roller passes. Photo courtesy Volvo Construction Equipment, Shippensburg, Pennsylvania.
The pneumatic tired rollers are built to withstand any temperature, depending on the ply of the tire. Remember, the higher the ply, the stronger the tire. Considering the pneumatic tired roller will likely operate in the intermediate position, it should not experience the hottest temperatures of the mat. Be aware of temperatures and limitations; discuss these limitations of where you can and cannot go in the rolling zone during the rolling train quality control meeting. For paving in windy or shaded areas, or during times of the year when temperatures drop during the latter part of the day, you’ll want to have a skirt around the tires to hold heat evenly against them.
 The intermediate roller is responsible for achieving about one percent of density, according to Ball. To succeed, you have to be “in” the right time and temperature. Be aware of the time and temperature of your rolling zone, which will depend on the type of mix you’re working with, the thickness of the lift, paving speed, and a host of other variables. Depending on whether you’re working with an HMA or WMA, there’s no telling just what temperature defines the intermediate zone for your project on a given day. That will be determined during the compaction team meeting.
The intermediate roller is responsible for achieving about one percent of density, according to Ball. To succeed, you have to be “in” the right time and temperature. Be aware of the time and temperature of your rolling zone, which will depend on the type of mix you’re working with, the thickness of the lift, paving speed, and a host of other variables. Depending on whether you’re working with an HMA or WMA, there’s no telling just what temperature defines the intermediate zone for your project on a given day. That will be determined during the compaction team meeting.
Also, depending on the mix you’re working with, you may need to take the pneumatic roller out of the compaction train. Brown gives tips for the SMA mix, specifically. “Rubber tire rollers are typically not used on SMA mixes,” Brown shared. “Some states use vibratory rollers and some do not allow vibratory rollers to be used due to potential for breakdown of aggregate. When steel wheel rollers, especially vibratory rollers, are used, ensure that excessive breakdown of aggregate does not occur underneath the rollers.”
Use Your Intelligence

BOMAG Americas’ Economizer, available for any compaction equipment, features a dial display at the operator’s station and uses a monitoring device to track mat stiffness. Photo courtesy Bomag Americas, Ridgeway, South Carolina.
Continuing advances in intelligent compaction (IC) and in-cab comfort designs for operators make it easier for members of the compaction train to do their jobs well. As Ball mentioned earlier, it’s more of a numbers game now than it used to be. State projects are awarded bonuses or penalized with deducts based on the percentage of density you achieve on the mainline and at the longitudinal joint, and on ridability.
For a quick review of the top OEMs’ IC packages, here are some options, in alphabetical order:
- Atlas Copco’s intelligent compaction system features a touch screen display at the operator’s station and uses a GPS to track roller passes. It is designed to measure the surface’s relative material stiffness. For more information, visit www.atlascopco.com.
- BOMAG Americas’ Economizer, available for any compaction equipment, features a dial display at the operator’s station and uses a monitoring device to track mat stiffness. It is designed to measure mat stiffness. For more information, visit www.bomag.com.
- Caterpillar’s Cat Compaction Control can be configured with a color display at the operator’s station and GPS mapping technology to track roller passes and coverage. It can also be configured to measure mat temperatures and provide a composite indication of the stiffness of the mat, sub-layers and potentially the base. For more information, call on a local Cat dealer.
- The Hamm Compaction Quality (HCQ) system features a color touchscreen PC with USB interface at the operator’s station, and uses a proprietary, subscription-based OmniSTAR HP system, which provides location precision of 2 to 4 inches directly from differential global navigation system satellites operating in real time to track roller passes and record mat temperature and stiffness. For more information, visit www.hamm.eu/en/technologies/hcq/.
- Sakai uses CIS2 from Topcon, available on Sakai machines only, which features a touch screen display at the operator’s station and uses a VRS network to track roller passes. It is designed to measure the surface’s relative material stiffness. For more information, visit a local Sakai dealer.
- Volvo’s Density Direct features an 8X10 touch screen display and uses a GPS to track roller passes. For more information, visit www.volvogroup.com.
Ball reminded readers that these systems are not overly difficult to use once the operator gets the hang of it. The complexity usually goes on “behind the scenes,” so to speak. Even though the controls are designed to be user-friendly, the OEM’s dealer needs to explain the system to the operators until they understand it. The IC does no good if the operator turns it off, or changes the settings without understanding how they affect the mat.
For example, on a bridge project where Ball consulted this past summer, getting density required working without vibration. He worked with the team to lease a set of rollers with Bomag’s oscillation technology—TanGO—and Bomag’s IC system—Economizer. Ball worked with the QC tech on the job to set the adequate settings, and the compaction team went from failing with 89 percent densities to achieving the required 96 percent densities with two passes. The next day, Ball noticed density declining to 92 percent on one of the rollers when he and the QC tech checked numbers with TransTech’s PQI gauge. He went to the roller to discover the operator—who had only been rolling for about five months—had changed a setting; the operator had dialed the setting “back” because he misunderstood the difference between vibration and oscillation and misunderstood how his actions would affect the mat.
As the training consultant, Ball had the opportunity to teach the green operator about these elements, and density returned to 96 percent. This kind of misunderstanding happens with veteran operators, too, if new technology appears without instruction. The best way to leverage new technology such as IC is to ensure your equipment operators know how to use it for bonus pay.
Finishing Marks
As you can see from that example, the roller operator needs understanding when setting the rolling parameters. When the QC tech starts the day with the compaction team meeting, he will share more than what settings to dial in for each roller. He’s going to share the what, why and how to get density numbers and smoothness for the job.
Don’t forget to take time to know your compaction equipment. As discussed in the September issue’s first part of this series, the rollers take routine and special maintenance. And as we see in this part of the series, the rollers need ongoing attention during the shift to make sure they don’t run out of water or fuel, to make sure the drums are lubricated, to ensure tires—or drums—stay hot, and to keep scraper bars and cocoa mats in good condition.
The list seems endless, but becomes second nature as the equipment operators mature and grow more familiar with their machines. When you take the time to know your equipment and know how to apply your equipment to the job at hand, you can get a good result. The rolling team that works together to learn and understand the elements of compaction is the team that will complete a bonus-worthy job.