Asphalt Industry Benefits from Increasing WMA Use
BY Sandy Lender

Attitudes toward warm-mix asphalt (WMA) technologies available to mix producers have improved in recent years. Since the original article from which this piece is derived ran in July 2019, DOTs and producers have found value in reducing temperatures for both fuel cost and emissions reductions, which is good news for the latest initiative from the National Asphalt Pavement Association (NAPA), titled The Road Forward.
Whether the plant uses a mechanical foaming process or a chemical or plant-based additive to produce WMA mixes, the end goal for producing a WMA pavement mix can be multifaceted. The asphalt industry has, as a collective, learned of multiple benefits of producing and placing WMA.
According to the Federal Highway Administration’s Every Day Counts program, the production temperature reduction is 30-120oF below traditional HMA. According to the Construction Innovation Forum NOVA Award official video presentation, the reduction is 30-75oF below traditional HMA. Either way, Producers are seeing decreased fuel consumption and reduced emissions with reduced production temperatures. Paving crews are seeing reduced fume at the job site with reduced mix temperatures. State DOTs are seeing fit to include incentives for innovations—such as the use of various WMA additives—to enhance a balanced mix design (BMD). The list goes on. In just the second quarter 2022, both Kokosing Materials Inc. and Tarmac have committed to 100% WMA production with Ingevity’s Evotherm® additive at all their asphalt production facilities to achieve these benefits.

Here the foamed asphalt is still bubbling. With the expansion rate this will fill 100 percent of a 1-gallon can. However, just after a few minutes, due to the rapid foaming expansion through the Accu-Shear, it will consolidate down to approximately 15-20 percent of the full can volume. Photo courtesy Stansteel
Lance Brooks, sales manager at Ingevity, North Charleston, South Carolina, explained in 2019, “Agencies look for quality mixtures that perform well. Contractors look for technologies that are easy to use and have proven performance.” The company’s Evotherm additive, recently achieving its environmental product declaration (EPD), is designed to enable contractors to consistently meet specifications for density, for example, in addition to offering other environmental and performance-related benefits.
“In general, most customers are looking for help in improving the ease of mix compaction on the grade with the mix temperature that of traditional hot mix temperatures,” Ivann Harnish said. He’s the commercial director for Road Science®, a division of ArrMaz, located in Tulsa, Oklahoma. Back in 2019, he saw little interest in the industry for decreasing mix temperatures, but he believed in the use of Road Science’s AD-here® ULTRA line of WMA additives, which combine a compaction aid and adhesion promoter additives to help contractors achieve target densities.
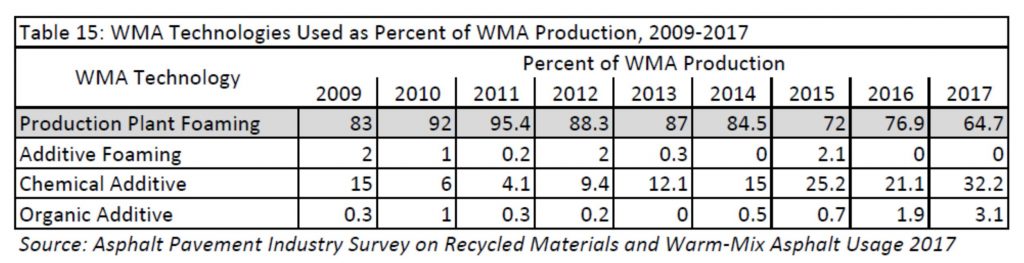
Figure 1. Survey Says
“A recent trend in WMA additive technology is the rollout of products that offer secondary features such as compatibility with a wider range of asphalt modifiers, and features related to improving plant and paving crew comfort and safety by reducing odors and the health hazards associated with the additives themselves,” Harnish said.
That trend has not only continued since 2019 but ramped up. Odor suppressants join the rejuvenators and anti-stripping agents on the market, and original equipment manufacturers (OEMs) have fashioned componentry to make adding these elements easier on the producer. One of those companies is Stansteel®, headquartered in Louisville. CEO Lennie Loesch spoke of the evolution of “green” WMA kits over the years. His company “went about developing an engineering system for what we call ‘dynamic foaming’ resulting in proven warm-mix technology…”

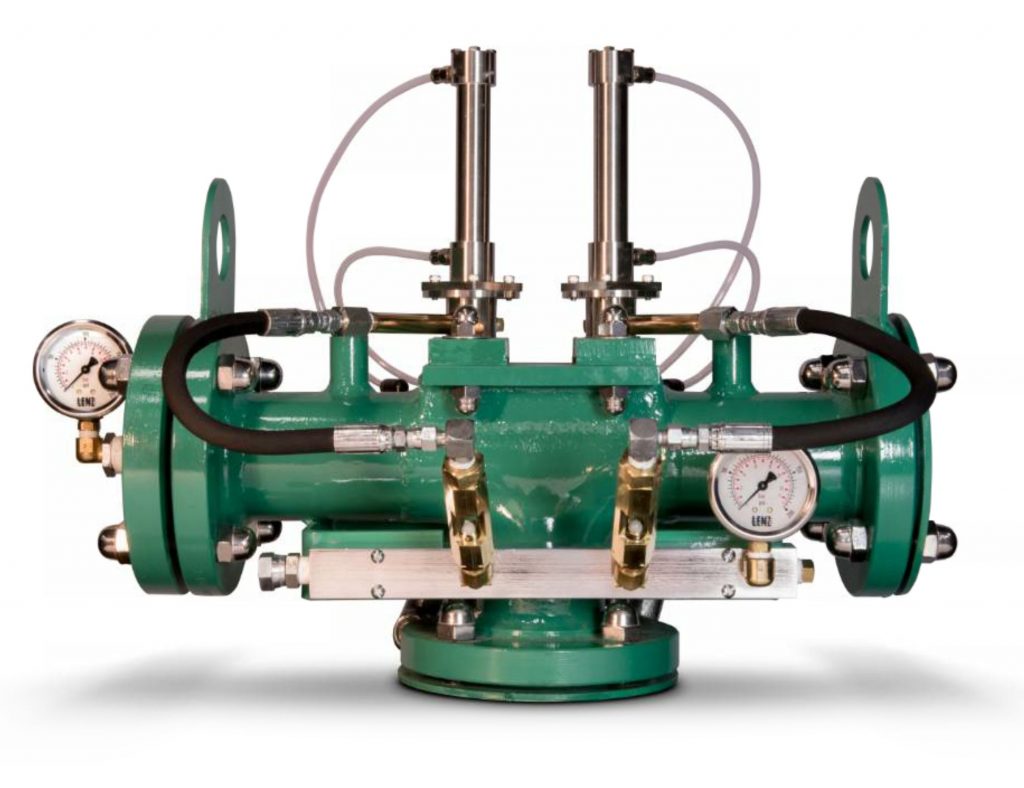
The Accu-Shear with insulated and jacketed lines is designed to allow the use of multiple liquid additives. Check out the Here’s How it Works feature from the July 2016 issue for details. Photo courtesy Stansteel
What his team developed was a dynamic foaming system with a number of elements that could mix liquid—whether water or other chemicals—with the liquid asphalt and avoid laminar flow in the piping system of the combined material, Loesch explained. “As with combining any other ingredient with either the liquid asphalt or the hot mix, it needs to be proportioned precisely, accurately, repeatably and variably based on different production rates, different tons per hour and different percentages of the base asphalt cement required. Therefore, the Stansteel design of the Accu-Shear® Dynamic Foaming System took all of these factors and more into account when configuring all of the equipment that was needed. Stansteel/Hotmix also provides a sampling device [which situates inline] after combining the liquids to prove that expansion and foaming have dynamically occurred.”
Loesch pointed out that as chemical companies find favor with government agencies, “there are going to be a number of chemicals that are added to the hot mix and, rather than producers fight it, they will adapt and charge more for their mix because the government specifying agency calls it out in the specification.”
The Generation 3 Warm-mix System is designed to ensure heated liquid AC encounters two water spray nozzles within the system. As water flashes to steam and mixes with liquid AC, it foams and expands through an orifice plate and into the mixing device. Check out the Here’s How it Works feature from the March 2018 issue for details. Photo courtesy Astec
Consider the efforts from industry and agencies for the success of warm mix. Back in 2019, DOTs would often allow the use of WMA to be a contractor option. Now the practice is more understood and more accepted as standard operating procedure for our march toward a net zero goal in 2050.
To get mixes right-sized and on-trend, producers can turn to any number of OEMs for storage options and blending units. It’s wise to start with the additive supplier, as you’ll learn next, to ensure all materials will be compatible with all seals and components.
“With the advent of the Accu-Shear Advanced unit, many customers are choosing to create their own PG grades by on-site blending,” Loesch said.
Road Science’s Harnish said, “For mix producers who are thinking of using and storing a WMA additive, it is of the utmost importance that they consult with their additive supplier to fully understand what types of storage tanks, pumps, gaskets and line materials are recommended for proper additive storage and handling. You want to make sure that your equipment is suitable to ensure ease of handling of the additive, and that the materials are compatible with the additive chemistry to avoid other issues from arising.”

This is an example of a producer blending several different liquids at the plant site. Photo courtesy Stansteel
There are multiple technologies and materials on the scene to assist. Loesch pointed out: “For any combination of reasons, it seems as if there are more government specifying agencies that are requiring many different grades of liquid AC. We have had a report from one state that, for a given location, the state is requiring 11 different PG grades of asphalt. Now, let’s say each of the grades would require a chemical additive added at the asphalt terminal; does that mean the asphalt producer will need 22 to 25 different liquid AC storage tanks?”
Stansteel’s liquid AC plant site blending experts suggest using the Accu-Shear to add latex or other additives to create multiple PG grades at the plant lets the producer create the blend on site without giving ingredients a chance to settle out. Loesch said, “Another huge benefit is that they only create the amount needed and more expensive PG grade asphalt does not have to be wasted on jobs just because that is what is remaining in the AC tank.”

Here a double drum roller compacts WMA, which incorporates Road Science’s AD-here® ULTRA additive during late season paving in Nebraska. Photo courtesy Road Science®
Ingevity’s Brooks explained further: “In general, DOTs and agencies test for rutting, cracking and moisture resistance in their pavements. During the construction process, consistent compaction (density) is critical for contractors. An additive like Ingevity’s Evotherm allows agencies and contractors the ability to achieve these goals while seeing the added benefits of the lowest temperatures, ease of use, and proven performance.”
Brooks reflected on the past and the future of WMA: “Over the last 15 years, we have seen an increase in the adoption of WMA by agencies, as well as increased contractor usage of the technology. It is exciting to see WMA enable contractors and agencies to achieve their goals.”