Recycle With a Plant In-Place
BY AsphaltPro Staff

Test track sections evaluate use of cold central-plant recycling for high-volume roads
Cold central-plant recycling (CCPR) is gaining interest as a cost-effective alternative for base layers in pavement reconstruction. CCPR combines reclaimed asphalt pavement (RAP) with foamed or emulsified asphalt in a central production plant without the application of heat. The resulting material is handled much like asphalt mixes during pavement construction; the material is placed with conventional pavers and compacted with traditional rollers.
The CCPR process provides an opportunity to use excessive RAP stockpiles in a beneficial application. Although the CCPR material is similar to that produced using cold in-place recycling (CIR), CCPR offers more opportunities for quality control during production and can also be used in areas where CIR would be impractical. CCPR has been used more often in the western United States, including California and Nevada, where it has been used successfully on city streets and other low-volume applications. While the technique is not new, advances in binder materials, RAP processing and cold mix production have made CCPR an increasingly attractive choice for producing an economical material for a long-lasting pavement.
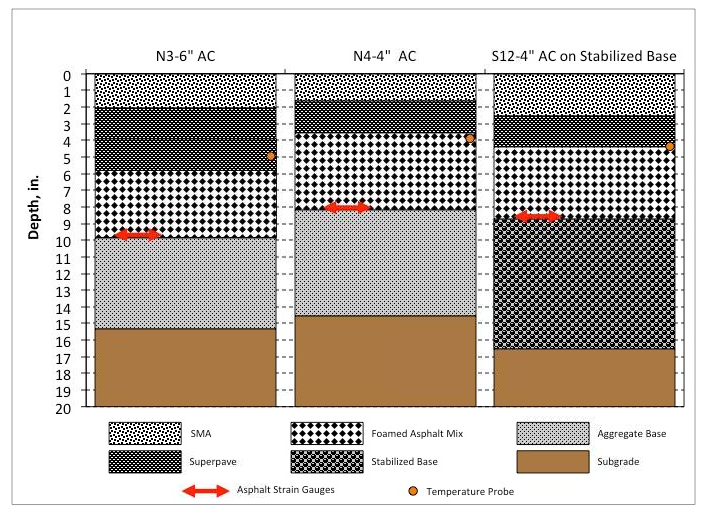
Figure 1. Cross-section of VDOT Sections at 2012 NCAT Pavement Test Track
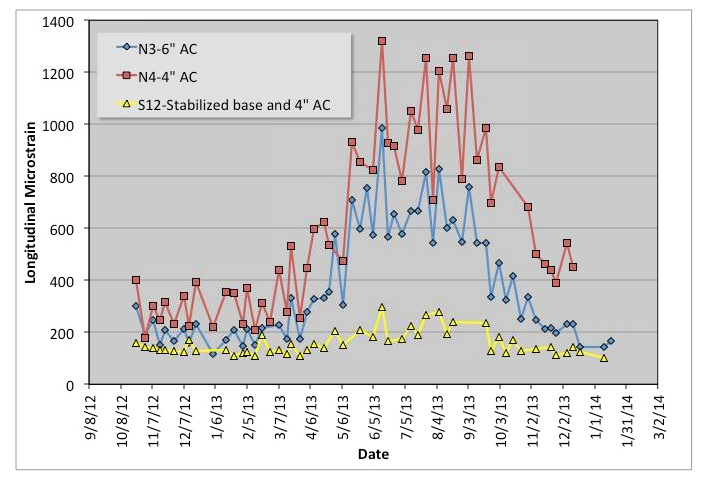
Figure 2. Strain Response vs. Time
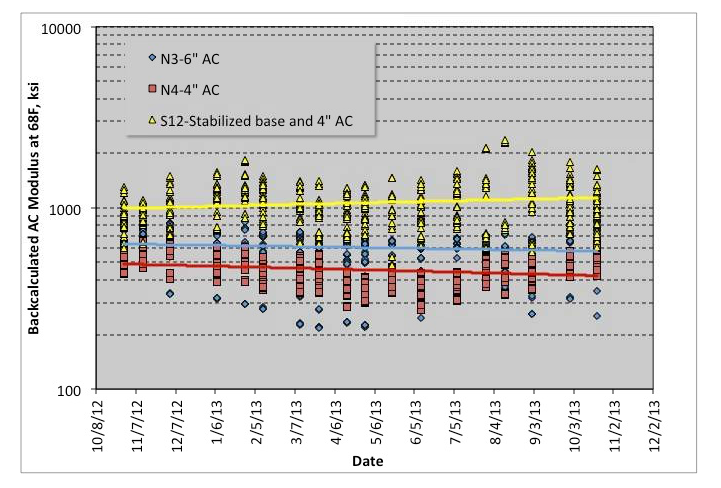
Figure 3. Backcalculated Asphalt Concrete Modulus at 68oF vs. Time
Virginia’s Experience on I-81
In 2011, the Virginia Department of Transportation (VDOT) placed a CCPR base on a 3.66-mile section of I-81 in Augusta County. This high-profile project combined three recycling processes—CCPR, CIR and full-depth reclamation (FDR)—for the first time on one Interstate highway project.
Significant deterioration of the existing underlying pavement structure warranted complete reconstruction of the right-hand lane. The existing asphalt was milled, leaving just 1 inch of asphalt that was processed using FDR with the existing aggregate base and upper portion of the subgrade. The RAP from milling was then mixed with foamed asphalt and [other material] in an onsite CCPR mobile plant and placed in a 6-inch layer using conventional paving equipment. The CCPR base was covered with 6 inches of conventional asphalt overlay. In the left-hand passing lane, the existing pavement structure was in better condition. Because no reconstruction of the aggregate base was needed, this lane was recycled in-place using the CIR method to a depth of 5 inches (following a 2-inch pre-mill operation) and topped with 4 inches of conventional asphalt mix.
Using these time-saving onsite recycling methods allowed VDOT to employ a unique traffic-management plan incorporating a single lane closure and detour for passenger cars. If conventional construction techniques had been used, the reconstruction project could have required building another lane to accommodate work-zone traffic and could have taken years rather than months to complete. Recycling not only saved time on this project, but also saved huge quantities of new materials, as well as the fuel consumed in transporting them. By using onsite recycling techniques, this $7.64 million project allowed the repair of deep failures at significant taxpayer savings and with substantially less construction-related traffic delays.
CCPR Research at NCAT Pavement Test Track
VDOT is sponsoring three sections on the 2012 NCAT Pavement Test Track research cycle to further evaluate the use of CCPR base material for high-volume applications. To determine the structural contribution of CCPR base in pavement design, all three sections are instrumented for recording structural response under loading. Sections N3 and N4 are comparing the overlay thickness of conventional asphalt mixes (6 inches vs. 4 inches, respectively) when placed over a CCPR base. Section S12 compares FDR with the conventional base and subgrade construction used in N4.
Cross-sections of the three VDOT-sponsored test sections are pictured in Figure 1. All three were built on the same subgrade material. Sections N3 and N4 were built on a crushed granite base course, while S12 featured a stabilized base course that was constructed using FDR, treated with cement and compacted in place. A CCPR layer was constructed above the base layers. Superpave mixes were placed on top of the CCPR layer and each section was surfaced with stone matrix asphalt (SMA). Section N3 had the thickest asphalt concrete layers (6 inches total), while the other two sections used approximately 4 inches of asphalt concrete above the CCPR. Strain gauges and temperature probes were embedded during construction. Although other gauges were also installed, the focus here is solely on the horizontal strain measurements as an indicator of how bottom-up cracking may develop. The temperature probes monitor mid-depth pavement temperature crucial to understanding the environmental effects on these pavements.
Production of the CCPR base at the NCAT Pavement Test Track is shown in the picture on page xx. The RAP was first processed to a top size of ½-inch and then mixed with 2 percent foamed asphalt binder and 1 percent Portland cement in an onsite mobile cold recycling plant. The CCPR material was placed in a single lift and compacted to a target layer thickness of 5 inches using conventional paving equipment.
A fleet of heavily loaded trucks circles the track 16 hours a day, five days a week, resulting in 10 million equivalent single axle loads (ESALs) applied over a two-year period. The sections have been subjected to weekly structural response monitoring since the onset of trafficking October 2012. Figure 2 shows the horizontal strain response in each section through January 2014. As expected, the lowest strain levels were measured in S12 where the stabilized base course contributes to less overall bending of the asphalt concrete layers. The highest strain levels were observed in N4, which had the thinnest asphalt concrete over the conventional aggregate base layer, while section N3—with 6 inches of asphalt concrete—experienced intermediate strain levels. Also of note is the general insensitivity of S12 to the change in season and temperature.
While N3 and N4 both experienced significantly higher strain levels during the warm summer months and lower strains during cooler periods, S12 did not—presumably due to the stabilized base course not changing appreciably with temperature. Since cracking has not been observed in any of these sections, it remains to be seen what effect the various strain levels have on cracking performance. At this point, the sections are all performing well.
In addition to monitoring the strain response, the sections are tested using the falling weight deflectometer (FWD) several times per month. This testing helps determine the backcalculated modulus of the asphalt concrete. Figure 3 shows the backcalculated asphalt concrete modulus of each section at a standard reference temperature of 68oF. The scatter in the data on particular test dates represents normal spatial variation throughout each section. Linear trendlines fit to each data set show that the moduli are generally holding steady over time.
This is an indicator of structural health, as one would expect a drop in modulus, or highly erratic modulus values, if damage were occurring in a section. N3 and N4 show a very slight decline over time while S12 seems to have a slight increase over time. This may be due to the backcalulation process attributing some of the stabilized base material, which is curing over time, to the asphalt concrete. In any case, the backcalculated moduli values are signs of sound structures through this point of the experiment.
Continuing Use of CCPR in Virginia
To date, both the I-81 recycling project and the CCPR test sections at NCAT are showing good performance. “VDOT is testing these recycling technologies in real-world, heavy-application scenaries, and based on the successful performance we’ve seen so far, we’d like to move forward on additional projects,” Trenton Clark, director of engineering for the Virginia Asphalt Association said. VDOT is currently revising its specs for CCPR as well as developing permissive use specs that will allow for alternate bids on cold recycling vs. traditional asphalt construction methods. A mix design class is also in the works to help contractors learn how to design cold recycled mixes and how to perform quality control testing during production.
Source: Reprinted with permission of the National Center for Asphalt Technology