Improve RAP Mix Quality
BY AsphaltPro Staff

Many producers believe stone, sand and asphalt cement (AC) change very little in the few years of service before ending up as millings in the RAP pile. While this is certainly true for aggregates, it may not be the whole truth for the asphalt binders. The chemistry of AC starts to change the instant it is introduced to hot aggregate. It continues to change during storage, placement and service life. The changes include oxidation and loss of maltenes, causing an increase in stiffness and reduced flexibility of the pavement over time. Consequently, mixes containing RAP will be more brittle than the same mixes without RAP.
In spite of the significant economic benefits from using RAP, many public agencies and private owners resist increasing RAP limits because of durability concerns. Brittle mixes fail prematurely, negating savings offered by the recycled content. This situation raises three questions on how to improve the quality of RAP mixes:
- How do you test for brittleness?
- When is correction needed?
- How do you fix brittle mixes?

Plant equipment manufacturers can supply producers with the components necessary to provide multiple liquid additives inline to soften or otherwise rejuvenate asphalt mix. Photo courtesy Stansteel/Hotmix Parts, Louisville, Kentucky.
Fortunately, the Superpave binder grading spec provides answers to the first two questions, and past practice gives an answer to the third.
AC is a mix of two unique fractions called maltenes and asphaltenes. Maltenes are oil-like and control flexible properties that provide resistance to cracking. Asphaltenes are polar—like magnets—and control elastic properties that provide resistance to rutting. When AC is exposed to air, both fractions combine with oxygen and become more polar. This is called oxidation, which increases the stiffness of AC.
While oxidation gets the most attention, it isn’t the only aging mechanism that changes AC chemistry. Blue smoke represents maltene oils evaporating from the AC-coated aggregate. Maltene oil are also absorbed by the aggregate as the mix cools. The loss of oils by evaporation and absorption reduces the ratio of maltenes to asphaltenes in AC, reducing its flexibility and increasing its stiffness. Improving the quality of RAP mixes involves restoring the ratio of maltenes to asphaltenes in the RAP binder.
Test for Brittleness
State agencies monitor the performance grade (PG) of asphalt binder to ensure it isn’t too stiff, which could lead to premature cracking, or too soft, which would increase susceptibility to rutting.
Binders that satisfy PG criteria have balanced stiffness and cracking resistance, and should produce durable pavements for a certain climatic region. There are different grades of binders that are better suited for different temperature extremes: stiff binders for hot southern climates and more flexible binders for cold northern climates.
The first number in a PG grade represents the upper temperature at which the binder is sufficiently stiff to resist rutting. A PG70 binder has the same stiffness at 70oC as a PG58 binder has at 58oC. The second, negative, number in the PG grade is the temperature at which the binder “freezes.” A PG70-22 can be thought of as freezing at -22oC, while a PG58-28 freezes at -28oC. These two temperatures are used to identify every binder in the Superpave performance grade system.
There is a third, less well known criteria that characterizes binder resistance to fatigue cracking. Fatigue cracking results from repeated bending as pavement flexes under wheel loads. Because bending occurs at all temperatures, the PG system looks at binder stiffness at a temperature that is the average of the high and low temperature grade of the binder.*2 For PG64-22 binders, the average temperature grade is 25oC. This makes binder stiffness at 25oC an important property to check on RAP mixes because it characterizes resistance to fatigue cracking. If extracted binder from RAP mixes is too stiff at intermediate temperature based on PG criteria, the binder is too brittle and pavements can experience excessive fatigue cracking.
Know When to Correct
Binders extracted from RAP mixes should satisfy Superpave criteria at high, low and intermediate temperatures. For example, a 40 percent RAP mix produced with PG64-22 virgin binder, graded as 82-21, has intermediate temperature stiffness at 25oC averaging 6,323 kilopascals (kPa). Maximum allowable intermediate stiffness for all PG grades is 5,000 kPa. Because this was a PG64-22 climatic region with -22oC low temperature grade, this mix with 82-21 grade fails low temperature criteria by 1 degree, but intermediate stiffness by 25 percent. The 82oC high temperature grade is much stiffer than required.
Table 1. 40% Conventional Mix with PG64-22 Binder
Mixture True Grade Intermediate Stiffness at 25oC
Target 64-22 <5,000 kPa Max Stiffness
PG64-22 67-26 3,240 Flexible
40% RAP 82-21 6,323 Brittle
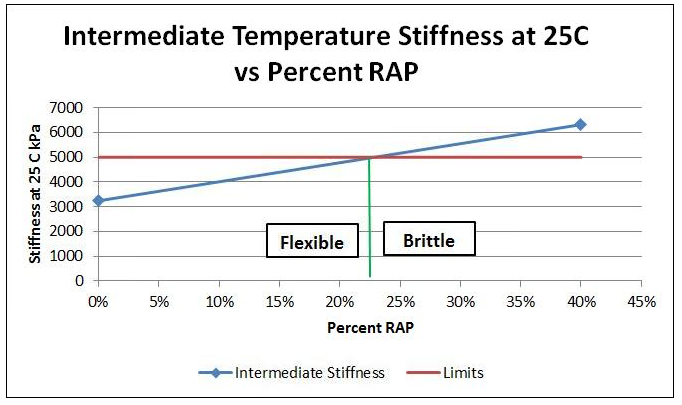
Figure 1
The PG64-22 binder used in this 40 percent mix has a true grade of 67-26 with 25oC stiffness averaging 3,240 kPa. The PG system grades binders in 6oC intervals: 52, 58, 64, 70, etc. True grade is the exact temperature at which the binder satisfies stiffness or flexibility requirements.
By plotting properties of these two binders, PG64-22 and 40 percent RAP, it’s possible to determine the RAP percentage above which corrective action is needed. Based on intermediate temperature stiffness, corrective action should be taken above 22 percent RAP, shown in Figure 1, because the mix is too brittle.
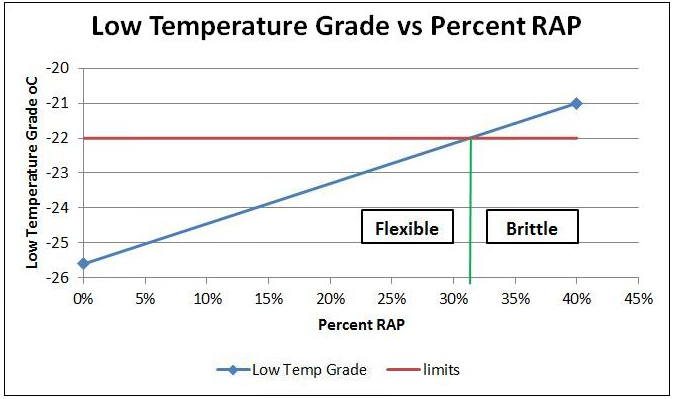
Figure 2
Were we only to consider low temperature cracking, corrective action would be warranted above 31 percent RAP, shown in Figure 2. These percentages will vary based on virgin and RAP binder properties. It is usually the case that the intermediate temperature is most restrictive.
Performance grading criteria can be used to characterize any RAP mix as being sufficiently flexible to deliver long term performance equal to a virgin mix. If RAP binder stiffness and percent content result in a brittle mix that is stiffer than 5,000 kPa at 25oC, then corrective action is required.
Know How to Correct
Researchers have looked at improving the durability of RAP mixes and compared increasing binder content to using a softer binder. Fortunately, using a softer binder turns out to be cheaper and more effective than adding more binder to the mix. There are two widely accepted options available for the softer binder. The most common practice over the past 20 years, since adopting Superpave specs, is to use the next softer binder grade. For PG64-22 mixes, a producer would switch to 58-28 binder above 22 percent RAP content, as shown in Figure 3.
As we can see from the new PG58-28 plot in Figure 3, the softer binder covers us from 22 to 45 percent recycled content, but only when a project calls for 64-22 binder. If a project required a PG70-22 binder, the RAP content would need to stay below 22 percent because PG58-28 could be too soft at high temperature.
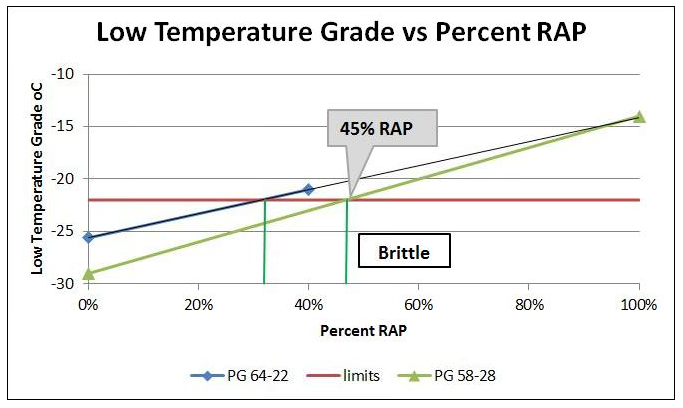
Figure 3
The second option to soften RAP binder is to add a small quantity of recycling agent at the plant. There are numerous products suitable for use as recycling agents ranging from $10 per gallon for single source proprietary oils to $2 for waste-derived local products. Dosages typically range between 1 and 2 gallons per ton of RAP for any oil.
Table 2 gives the true grade of a New York City RAP that was blended with 0.5 percent of a locally sourced recycling agent at a rate of 1.4 gallons per ton of RAP. That rejuvenated 100 percent RAP had a true grade of 75-21, which was not too different from the 40 percent mix produced with PG64-22 binder (82-21).
It is the intermediate temperature stiffness that separates the two materials. The 40 percent mix had the 25oC stiffness equal to 6,323 kPa, where the rejuvenated 100 percent material’s stiffness was 1,690 kPa.
Table 2. Rejuvenated 100% RAP
Mixture True Grade Intermediate Stiffness at 25oC
Target 64-22 <5,000 kPa Max Stiffness
PG64-22 67-26 3,240 kPa Flexible
100% RAP & 0.5% oil 75-21 1,690 kPa Very Flexible
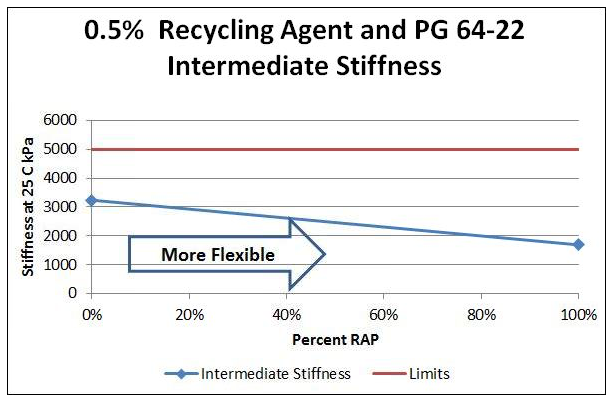
Figure 4
Figures 4 and 5 plot what we could expect from mixes that use PG64-22 binder and recycling agent added at 0.5 percent of RAP content. Figure 4 predicts that the mix becomes more resistant to fatigue cracking as the RAP content increases because stiffness decreases with the addition of recycling agent. Mixes satisfy low temperature criteria all the way up to 80 percent RAP as long as the RAP binder has been balanced with addition of maltenes supplied by the recycling agent.
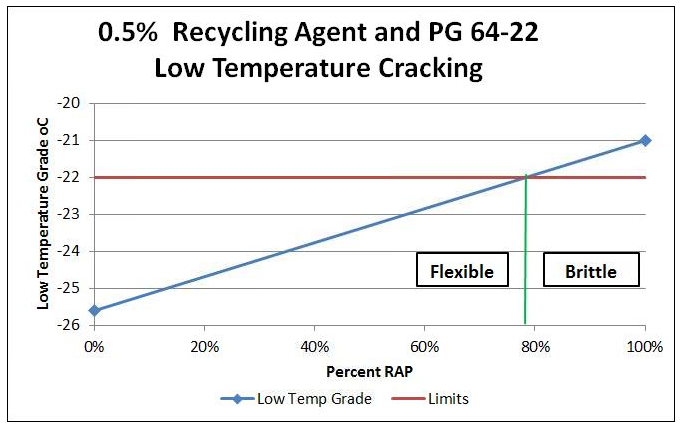
Figure 5
Put Quality In Your RAP Mixes
Some producers are tying up valuable storage tank space with softer binders rather than endure customer complaints about stiff mixes. It is easy to improve quality of RAP mixes by adding a small quantity of recycling agent at the plant. A single product can be used for all binder grades and RAP contents thus minimizing the number of AC storage tanks to add. In many cases, the recycling agent is the same cost as the virgin AC it replaces.
We’ve seen that RAP mixes are improved by the addition of a recycling agent because it improves flexibility at intermediate temperature and resistance to fatigue cracking. Softer RAP mixes will be praised by driveway contractors and mainline crews alike because they’re easier to work with and compact.
Producing RAP mix that satisfies all three temperature criteria of the PG system will assure public and private customers that they are purchasing a quality material that will perform equal to a virgin mix. The percent recycling agent per ton of RAP needed to satisfy PG criteria at 100 percent RAP can be used at every RAP percentage to minimize testing and simplify mix design.
The intermediate temperature specification is indicated at the arrow. Chart courtesy Asphalt Institute, Lexington, Kentucky.
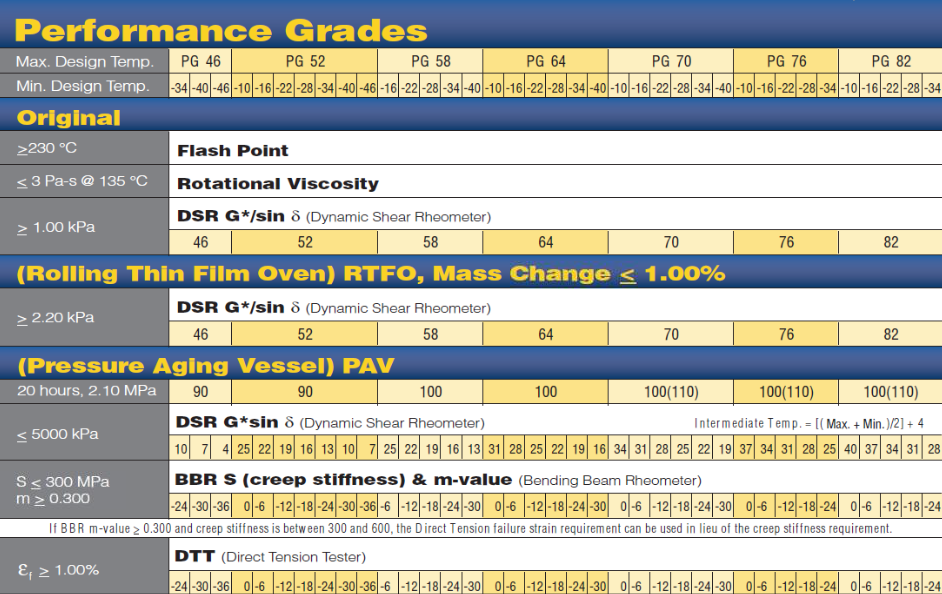
* Binder stiffness is measured with a Dynamic Shear Rheometer (DSR) on binder samples that have been artificially aged in a pressure aging vessel (PAV) to replicate oxidation and maltene loss expected after 8 to 10 years of service. The test looks at both stiffness (G*) and elasticity (phase angle δ) at 25oC. Stiffness, measured in kilopascals, is adjusted by the Sine of phase angle to characterize resistance to cracking. Maximum allowable stiffness, G*sin(δ), is 5,000 kPa. Lower values would be more resistant to fatigue cracking but could start having some rutting susceptibility at much lower values.
*****
What’s in the Mix
Asphaltenes control elastic properties, which provide resistance to rutting.
Maltenes control flexible properties, which provide resistance to cracking.
Recycling agents are designed to soften a brittle mix, and lower the intermediate temperature stiffness.
Photo courtesy Bob Frank.