How to Prevent Equipment Seizures
BY Hydraulic Institute
Visit our main Training Directory article to see more training-related resources and discover more about opportunities to train your crew. You can also check out our Partner Courses listing for additional training opportunities.
During a webinar sponsored by the Hydraulic Institute, a set of professionals in pump systems management presented information on proper lubrication of bearings to keep equipment in working order. Nadeem Bhatti, an application engineer at NSK Corporation; Matt Dawson, a design engineer at Isomag Corporation; and Megan Heer, a key account manager at Inpro/Seal, a division of Dover Corp., each spoke on the “Proper Lubrication Methods for Bearings.”
While all equipment operators should understand the basic concept that greasing or oiling a bearing prevents one type of downtime, not all operators and mechanics entering the industry have the fine-tuned skills for proper lubrication. Here’s a primer for doing it right.
The first concept Bhatti wanted operators to remember is that of the two main types of lubrication—greasing and oiling—greasing allows you to pack the bearing while oiling requires you to keep an eye on your levels. Heer echoed the sentiment saying, “Be careful and pay attention to the details when filling.”
When greasing a bearing, you have less risk of leakage than when oiling the bearing, but you don’t get as much heat dissipation, according to Bhatti. Even though the grease is acting as a seal against dirt, its film can capture contaminants. While there is less risk of leakage with grease lubrication versus oil lubrication, Bhatti shared that bearing life is limited by the grease life. Thus the presentation, and this primer, focus on how to lubricate bearings with oil.
Remember Your Basics
The obvious reason for lubricating bearings is to reduce friction and wear on moving parts. You want to prevent corrosion while sealing out contaminants and absorbing—or transferring—heat. With good lubrication, two surfaces have room to move smoothly.
Bhatti shared that the most common form of bearing lubrication is the oil splash system, stating it’s the easiest to design, requiring no pumps or filters. He explained that the circulating oil system helps dissipate more heat than the oil splash, and can be used with filters and coolers to improve oil life. Finally, he shared that an oil mist system works at higher speeds with low oil consumption and wear particles aren’t recirculated through bearings.
Dawson offered some levels to work with in these systems, but the key takeaway is the most obvious: If the oil level is low, the bearing could experience catastrophic failure. A new worker might think that means flooding the bearing with oil is a good idea. If being low is bad, then lots of oil must be great, right? In fact, there is an optimum level when oiling each specific bearing housing because getting too much—a high level—and flooding the bearing can result in lubricant churning, accelerated oxidation, improper oil ring and slinger operation, and an increased potential for leaks. A low level results in improper film thickness, leading to surfaces contacting or skidding, rapid thermal runaway in steel bearings, high oil viscosity, and, as we mentioned, possible catastrophic failure.
Dawson also spoke to the quality of the lubricant, discussing the causes and effects of particle contamination. Dirt gets into the system via improper cleaning practices during maintenance and corrosion of components when there’s high water content. This leads to wear on the components, silting and surface fatigue.
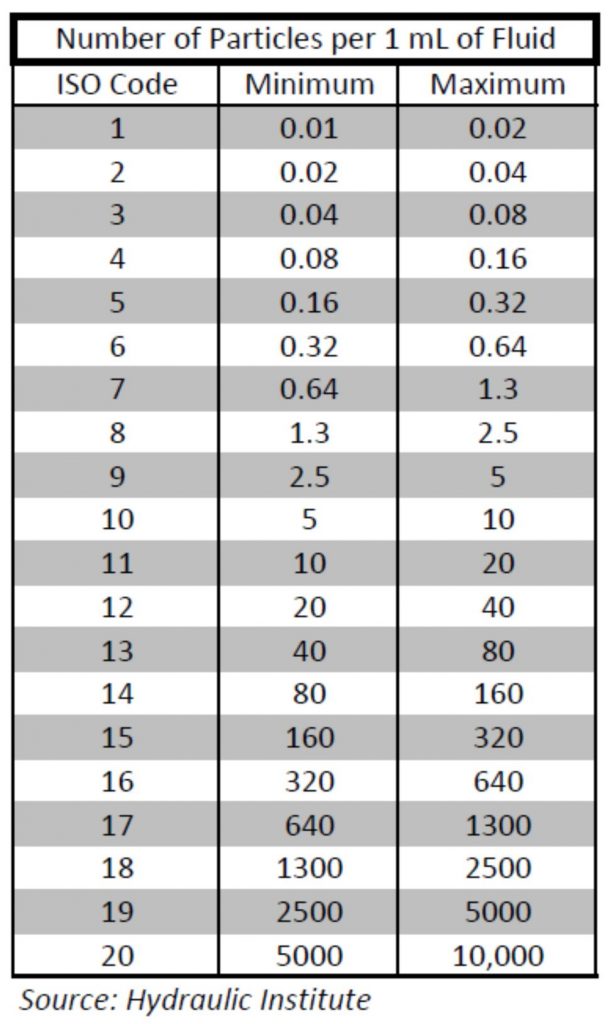
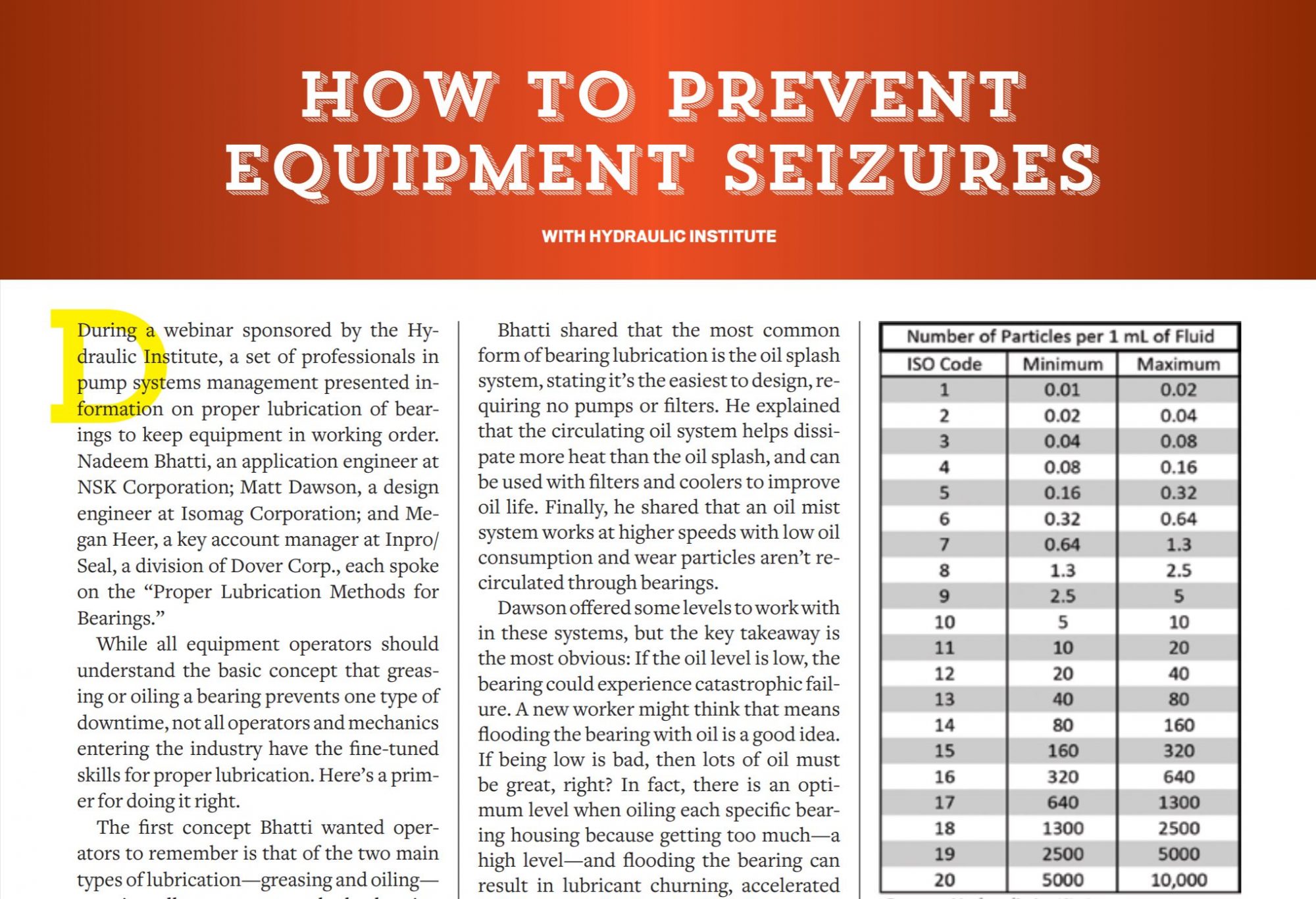
There’s a whole chart that dictates how to judge the level of particle contamination. ISO 4406:1999 provides the Fluid Cleanliness Code. It’s a three-part code, meaning there are three numbers—or values—that tell you where the fluid falls on the ISO code spectrum. The first value equals the number of 4-micrometer particles present per milliliter of fluid. The second value equals the number of 6-micrometer particles present per milliliter of fluid. The third value is the number of 14-micrometer particles present per milliliter of fluid.
If your fluid has an ISO code of 16/14/12, that means the following is true:
• It contains between 320 and 640 particles per milliliter that are greater than or equal to 4 micrometers in size. (You know this from the first value.)
• It contains between 80 and 160 particles per milliliter that are greater than or equal to 6 micrometers in size. (You know this from the second value.)
• It contains between 20 and 40 particles per milliliter that are greater than or equal to 14 micrometers in size. (You know this from the third value.)
Your fluid can also experience water contamination via dissolved water, which is invisible; water emulsion, which is cloudy; or free water, which is phase separation. Keep in mind, by the time free water becomes visible, the equipment and/or the oil is experiencing damage.
Maximize Quality
When it’s time to fill the bearing housing with lubricant, you have to pay attention to detail. The oilers, housing vents, bearing seals, ports, instruments for filling, storage areas and containers all offer sources for contaminants to enter the process. As we mentioned above, it sounds simple, but Heer pointed out, “Lubrication can only be maintained to the quality that it starts with.” And that means keeping everything clean.
Start with the storage area. Where do you keep oil—or grease, for that matter? Look at the cover on the oil container before you open it. Make sure it’s clean so you aren’t transferring dirt to the product. Be careful when opening and when closing. Heer reminds professionals to consider how you store these containers as well.
The type of oiler you work with will aid in your successful sealing against contaminants. Heer told the webinar audience that she prefers a closed-system oiler, “so there’s not a vent letting contaminants in.” She recommends a shutoff device to prevent cool, moist air from entering at shutdown.
Heer explained that moisture tends to get in by the pressure differential between the bearing housing and the atmosphere and during wash down applications. You can guard against moisture ingress with “adequate venting of excess housing pressure to atmosphere while operation and limit moisture ingress at shutdown” and using oilers, vents and seals selected for wash down duty, according to Heer.
Also look at the ways you can prevent degradation of the product. High operating temperatures reduce the life of the lubricating oil. Heer shared that the oxidation rate of oil doubles every 18 degrees Fahrenheit. She listed the ways to reduce its operating temperature are to use the correct oil viscosity in the proper amount and keep it clean from contaminants, as discussed above.
Protecting against the ingress of contaminants has its own rating system with the International Electrotechnical Commission (IEC). The IEC published a document “60529 Classification of Degrees of Protection Provided by Enclosures” that includes an ingress protection (IP) code system. It’s a two-part code, meaning there are two numbers that define the degree of protection on the IP code spectrum. The first number is the level of protection against solids. The second number is the level of protection against water spray/liquids.
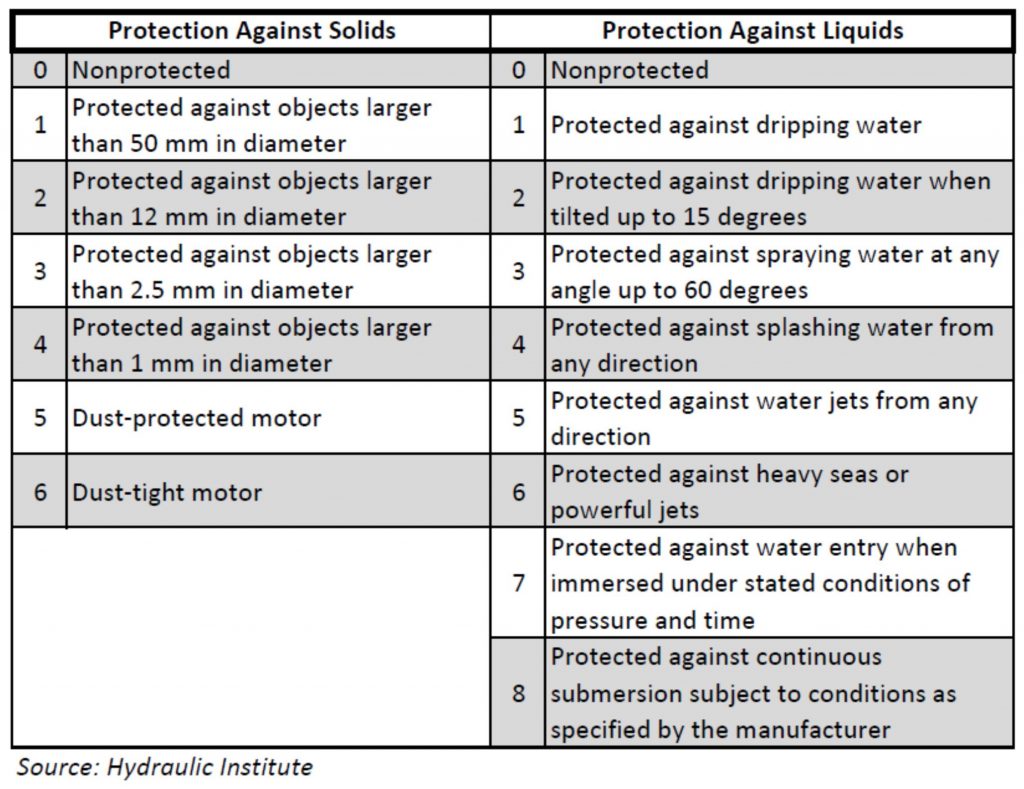
The higher the IP rating, the better your bearings and seals prevent ingress of contaminants. Keep in mind, the point of this primer, if the bearings and seals grind together due to poor lubrication, they fail and contaminants get in.
Taking all of the points into consideration, your mechanic and equipment operators have a better chance of extending the life of components—thus of overall heavy equipment—when greasing and oiling bearings properly. You can use this primer to reinforce the importance of proper lubrication. It matters. It is important to establish a proper oil monitoring system and to use condition-monitoring devices to keep track of lubrication. You want to keep storage areas clean and you want to instill a level of pride in workmanship for those clean and well-maintained areas.
Heer offered a valuable common-sense list for managers to check off toward having an effective bearing lubrication program:
• Evaluate your current lubrication methods
• Set target cleanliness levels
• Identify sources of contamination and degradation
• Take specific actions to get to those targets
• Analyze lubricant “health” frequently and on a regular/routine basis
• Distribute the results of the health checks and your targets to raise the visibility of your program
With this level of care, you should have a lubrication program on target to keep equipment from seizing up during critical production times.