Here’s Why WMA Works
BY Rick Rees

There are many ways to reduce the temperatures in asphalt these days. Chemicals can be added to the liquid asphalt at the terminal that will require a dedicated storage tank or blend inline at the asphalt plant. Water foaming is another way that uses devices that can be added to liquid asphalt piping prior to the plant’s mixing zone. Water foaming has an initial start-up cost considered relatively inexpensive to operate and maintain when compared to the chemical-process cost. In this case, water is metered into a liquid asphalt line and introduced into a metered flow of liquid asphalt that is stored at the recommended storage and operating temperature. When water comes into contact with the liquid asphalt, it immediately expands as it becomes steam gas. The expanding steam gas and liquid asphalt are then processed through some type of device to agitate the two materials. The agitating process produces steam gas micro-bubbles and the liquid asphalt is expanded and carried into the plant’s mixing zone. Accurately produced foam should last throughout most of the mixing cycle.
Liquid asphalts each have their own chemical footprints. When foaming there will be differences in the reaction of each grade. For example a PG64-22 will foam differently than a PG70-22 or PG76-22 or ground tire rubber asphalt designs. Each of the PG grades uses different amounts of polymer and have different viscosities that affect how they react to water percentage and the process used to manufacture the foam. The foaming ratio and half life can be negatively affected if not produced with adequate mixing equipment.
To produce warm-mix asphalt, the temperature of the aggregate needs to be reduced to establish desired asphalt mix temperatures. The reduced aggregate temperatures do not mix well with the liquid asphalt in its natural state. The foaming process expands the liquid asphalt causing a temporary viscosity change in the liquid asphalt. As the foamed liquid asphalt is introduced into the reduced temperature aggregates the viscosity change allows the liquid to coat the aggregate and dust more efficiently. The better the foam, the better the mix. The foaming ratio as explained above demonstrates the viscosity change while the half life determines if your expanded liquid asphalt is entering the mixing zone at its optimum expanded state. Once the foamed liquid asphalt is mixed with the aggregate, the steam gas is flashed off in the gas stream and the liquid asphalt returns to its natural state.
Foamed asphalt, if produced correctly, has many benefits for the asphalt contractor. Reducing asphalt mix temperatures below 290oF—and sometimes much lower—helps minimize blue smoke emissions from the plant, silo loadout, trucks transporting mix to the job, and laydown and compaction operations. Silo system drag slat amperage is typically reduced and silo storage time is increased by minimizing the downward migration of liquid asphalt in the asphalt stored in silo systems. Reduction in burner output reduces fuel consumption (and cost), stack emissions and temperature impact throughout the plant. Asphalt mix transportation time is extended and asphalt mix is able to be used many hours after hot mix would need to be rejected from paving operations. Roller patterns are typically reduced as densities are easily achieved. Most contractors that have adapted to the foaming process use foamed liquid asphalt in both warm-mix and hot-mix applications coating aggregates more efficiently and securing return on investment throughout their asphalt operations.
Rick Rees is the technical director of technology and applications at Stansteel.
Define What it Does
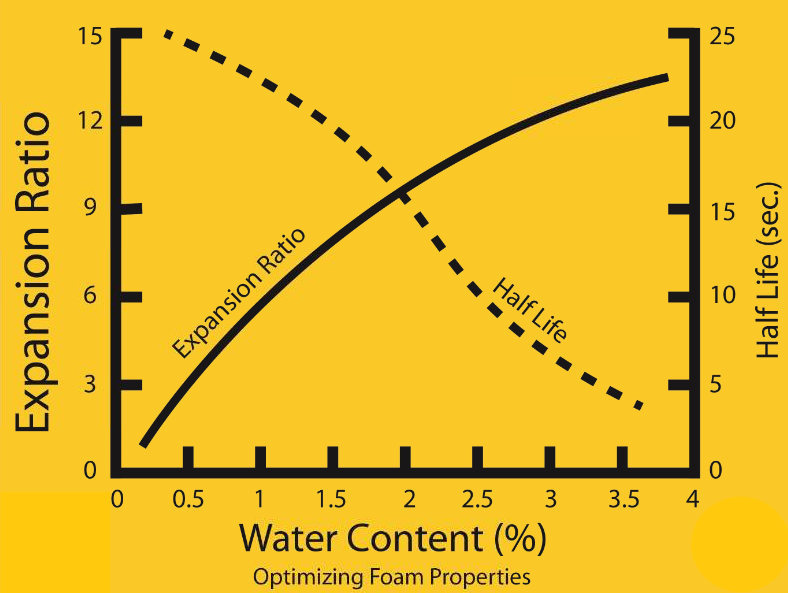
Expansion Ratio: the measurement of the viscosity of the foam; determines how the liquid asphalt will disperse into the mix; it is calculated as the ration of maximum expansion volume compared to the asphalt’s original volume.
Half Life: a measurement of the foam’s stability; provides an indication of the rate of collapse of the foam; it is calculated in the time it takes in seconds for the foam to collapse to half of its maximum expanded volume (Note: the higher percent of water used the higher the expansion ratio, but half life is reduced)