Asphalt Test Track in Germany Tests Asphalt Strength
BY AsphaltPro Staff

Car manufacturers use specially built test tracks to develop new vehicles and to test vehicles already in production. Many different track sections are needed such as uneven “torture tracks” and high speed tracks with a very smooth surface. In 1919, Opel built its first test track. Rides with a maximum speed of 87 miles per hour (140 kph) were possible on the concrete oval of almost 1 mile (1.5 km) in length close to Rüsselsheim, Germany. A bigger testing ground was constructed 1951 within the factory premises of Rüsselsheim, but it proved too small after a very short time.
Therefore, in 1964 Opel started the construction of a new testing ground in Rodgau-Dudenhofen, a small city in a woodland south of Frankfurt. Part of this new test area was a high speed course. In 1993, it was completely rehabilitated, including the subbase.
Refine with Asphalt
When Concrete Fails
In 2012, the track was renewed again and technically refined. That’s where this article begins. For this project, the track was milled and a new, strongly superelevated asphalt surface with no longitudinal joints was paved. At the same time, it was re-profiled to allow even higher car testing speeds.
The Testing Center of the Adam Opel AG is surrounded by a circular high speed track of almost 3 miles (4.8 km). The shape of the track corresponds to an infinite straight line. That means that constant rides without side acceleration and nonstop-rides with defined operating conditions can be realized. Initially, this circuit was made of concrete with three lanes, parabolically superelevated, with a total width of 46 feet (14 m) and a radius of almost 2,500 feet (760 m). The cross slope of up to 32 degrees allowed a maximum speed of 140 mph (225 kph) without side acceleration. Six brake stops for braking tests, constructed in concrete, were located along the circumference at the inner part of the track.
Shortly after the completion of the track, defects occurred on the concrete surface at the end of the daily paving sections. Subsequently, many blow ups occurred in the following years. The smoothness worsened, the track became bumpy and the accuracy of test results suffered accordingly. The damages were mainly traced back to a bad compaction of the subbase, a poor joint maintenance, an intense use of salt during winter services, and a malfunctioning drain on the inner curb of the track. This resulted in a complete rehabilitation of the high speed track and in a reconstruction of the drainage lines on the inner curb of the track in 1993.
Within only five months, the old concrete track was broken down and recycled, the entire subbase was renewed and a hydraulically reinforced base course of 0.5 foot (15 cm) was built. In doing so, the maximum cross slope of the track was increased to 37 degrees. The three outer lanes were now paved in asphalt. The inner lane for brake tests and slow rides was made of concrete including three special concrete brakepoints. A supply and maintenance road was installed outside the track on the top of the embankment. To improve safety, two sign gantries with driver information system as well as a road illumination were added.
The construction of the lanes was carried out according to the German technical guide lines (ZTV bit-StB 84/90 and ZTVT-StB 86/90). For the upper asphalt layer, an extra stable mix using the plastomer Vestoplast as a binding agent was used. Basalt and diabase chips were employed as mineral compounds. That was 1993. Twelve years later, cracks happened.
From 2005, cracks occurred in many areas of the track. Therefore experts from the road and pavement engineering sector of TU Darmstadt examined the track. They suggested an obvious hardening of the binder was to blame. The influence of the used binding agents was discussed as another reason, but not pursued. The cracks in the track surface allowed water, thawing chemicals and oxygen into the construction, which intensified the aging process. At this time, the concrete track and the three brakepoints showed no damages. Also the joints including their tapes were almost in good condition, too. So the tasks for the rehabilitation of the high speed track in 2012 were as follows:
- Dismantle the road installations such as guard rails, sign gantries, metrology instrumentation, ductwork and other electrical installations
- Mill and re-profile the asphalt surface and binder courses of the complete track;* mill the surface course of the framing supply and maintenance road
- Repair the base course in the areas damaged by top-down cracks
- Pave a new asphalt binder course and surface course
- Reassemble road installations and complementing metrological devices
Upgrade the Curve
The Adam Opel AG wanted to change the curve profile in a manner that a speed of 155 mph (250 kmh) without side forces would become feasible. As with a total thickness of 8.7 inches (22 cm), the existing three-layer asphalt construction from 1993 was over-dimensioned for the load of passenger cars, the project team decided to give the track a new, steeper profile by milling. Therefore, they milled the surface course, the binder course and 1.2 to 1.6 inches (3 to 4 cm) of the base course in the central part of the cross section. In addition, they over-profiled the outer third, thereby increasing the maximum cross slope on the upper edge of the track from 37 to 40 degrees.
The high speed circuit is part of nearly every test routine in the Test Center Dudenhofen. It is highly frequented, thus needed an extremely short construction time. Construction was scheduled for the period from mid-January to the end of June 2012. For the asphalt paving an experienced team with a special paver and special rollers was essential. The paver had to produce three lanes with parabolic cross section without longitudinal joints in one flow of work. The SMB Construction International GmbH, a collective subsidiary company of the Strabag International GmbH and the Max Bögl group of companies, was awarded the project as a prime contractor. The research center for road and pavement engineering of the TU Darmstadt and the engineering office Hart Consult International GmbH under the direction of Dr. Rainer Hart were responsible for the quality control.
After the dismantling of the guard rails, a cold milling machine with a cutting width of 1 m removed the asphalt surface course and binder course, as well as parts of the asphalt base course on the entire high speed track, which is about 621,600 square feet (57.750 m²). The average milling depth was approximately 4.7 inches (12 cm). The milling was done counterclockwise. For the purpose of pre-profiling the new slope and to comply with the minimum thickness of the remaining base course, the milling depths were given in sections and checked directly behind the milling machine. Finally, a high-pressure water jet and a rotating broom were used to clean the milled area.
After the surface and binder course were removed, the repair and maintenance works were mainly carried out manually. The damaged, non-stable areas of the base course were milled; non-fixed or loose layers were loosened, washed away and cleaned. The new base course was built manually in these areas. Moreover, cracks were widened out, cleaned and grouted.
The asphalt layers were paved daily between 6:30 a.m. and 8:00 p.m.; therefore, the paver was prepared starting 5:00 a.m. Approximately 2,000 feet (600 m) of asphalt lane was paved per day. The daily joints of the surface course were always positioned offset to the daily joints of the binder course.
The project team turned their attention especially to the formation of the upper edge of the high speed track. The joint between the layers of the test track and the supply and maintenance road was designed in a special way to prevent water from entering the binder and the surface courses through this area.
The required asphalt track with parabolic cross section and without longitudinal joints was built by means of the bridge paver from SMB Construction. This machine was designed especially for paving circuits and tracks with curved and superelevated profiles and changing radii. The asphalt mix is transported from the truck by means of a self-propelled feeder and adjustable augers to a scraper belt. A paddle chain then distributes the mix evenly in front of the screed. A microprocessor-based controller in the paver takes care of the correct position of the screed elements. Contact-free inductive sensors—joint matchers/trackers—measure both position and height, from specially developed reference rails—skis. Then, the computer controlled hydraulic cylinders deform the screed in a way that the paved layer reaches its nominal position in each area of the space curve. The data needed was exactly determined in advance and stored in the paver’s software as a digital terrain model. Simultaneously, a slope control system surveyed the inclination of the bridge girder. In parallel, a surveying team checked and recorded the paving continuously.
For the compaction, double vibratory rollers with specially shaped drums were used. Moreover, two rollers in the upper, steep area were each lead by a mobile winching vehicle. The roller in the shallower track section worked without winching vehicle. The use of a roller lead by a winch brings a considerable time frame of approximately 15 minutes between the paver and the breakdown compaction. This is why it might become difficult to achieve the intended degree of compaction under poor weather conditions such as low ambient temperatures or strong winds. This problem is worsened by the inclination in the top section because the rollers necessarily develop lower normal forces and thus a lower compaction effect.
Sensors were integrated into the new road surface. They permanently deliver data concerning temperature and humidity of the pavement so that these could be considered both in the testing results and to detect the road characteristics. Moreover, the new safety barrier on the upper edge was “electrified.” It was equipped with signal transmitters, which are able to inform the drivers on the track in case of an impact.
Mix It Up
Adam Opel AG demanded a long-lasting asphalt pavement with homogeneous surface. In addition, paving in steep slope required an adequate stability of the asphalt in hot, non-compacted condition.
An asphalt concrete AC 16 BS with a 4 percent void content served as binder course and repair material. As the low air voids constrain the bitumen’s natural aging process, the mix should be especially long-lasting. The use of hydrated lime as a filler stiffened the mix in hot state and had a positive influence on the asphalt layers’ weathering resistance.
A stone mastic asphalt SMA 11S, which was mixed with low void content and low tendency for segregation, was used for the surface course. As binding agent, a highly modified special bitumen was used, which, being a polymer component, not only contained SBS-elastomers, but also contained plastomers to effect better compactibility under low temperatures. The binding material’s chemical affinity to the stone was increased using a fiber additive.
Compared to the official standards, the requirements for the aggregate were increased with regard to their polishing resistance, shape, impact resistance, and the admissible over- and undersize. Moreover, the construction contract radically limited the road-building related tolerances to be found in the official standards (ZTV-Asphalt); most of the parameters were restricted to half of their value. Further parameters, such as the void filling level, were taken into the catalog of requirements and given tolerances. Some of the suppliers did not believe those requirements to be practical, thus did not submit bids. Table 1 shows some details of the spec.
In vehicle development, the test track works as a measuring system whose performance characteristics have to remain constant even over years of intensive use. This results in quality requirements beyond the standard monitoring in road construction. In particular, the steep slope of the track requires a constant asphalt consistency. Due to significantly higher costs compared to usual road construction, the risk of failure is to be minimized. This being said, an internal and external monitoring team with a site lab was installed to support the construction. Their tasks included:
- Preparing measures (internal and external monitoring to be agreed upon)
Exploration of suitable occurrence and suppliers for the aggregates, sampling of relevant quarries, definition of the extraction areas, sampling and optimization of the minerals processing, determination of suitable binders, inspection of different asphalt mixing plants, selection of an adequate plant close to the location and comparative analysis of the internal and external monitoring - Optimizing the mix proportion
Extensive initial inspection (variation of binder contents included), verification of cold behavior and water sensitivity, calibration of the mixing unit, sample mixes, test the mix proportion and the compression regime in testing fields and definition of a final composition - Quality management supporting the construction
Nondestructive density measurements to estimate the compaction success during the paving (e.g. in hot condition), asphalt analysis with submission of the results within 2 to 4 hours so that an immediate correction was possible, daily survey of the screened aggregate mixes at the plant and potential adjustment of the design, bitumen analysis and survey of the compaction of the installed layers on asphalt cores
The described activities were completed in only five months time. The design and construction followed the general technical basic rules, but with special machines and essentially higher demands on dimensional accuracy and compliance with the mix design. After all, this was the design and construction of a three-dimensional structure with an extreme cross slope of up to 79 percent and a longitudinal slope of 0 percent on the entire track.
The complex quality survey showed that it is certainly possible to drastically decrease the tolerances of the mix proportion against the specs of the basic rules (TL Asphalt-StB). Problems had to be solved on short notice and on-site. At the same time, it was rarely possible to build on experiences with comparable structures. This required a close cooperation of all team members as a top priority. This was the only possibility to respond to the tight schedule without quality losses. The users of the new track, the test drivers of the Test Center Dudenhofen as well as the technical group and the measuring group of the Technical Development Center of the Adam Opel AG in Rüsselsheim confirm that this project has been carried out with success.
Dr. Stefan Böhm is with the Road and Pavement Engineering, TU Darmstadt. Dipl. Engineering Martin Drees is with the Adam Opel AG. Dr. Gerhard Faust is formerly of Adam Opel AG. Dr. Rainer Hart is with Hart Consult International GmbH. Dr. Markus Limbach is with SMB Construction International GmbH.
For 2012, the Adam Opel AG wanted to change the curve profile of the track so speeds up to 155 mph (250 kmh) could be achieved without side forces. The existing three-layer asphalt construction from 1993 had been over-designed for the load of passenger cars, so the project team needed to mill off the layers and profile for a steeper finished surface.
Shortly after the completion of the track, defects occurred on the concrete surface at the end of the daily paving sections. Subsequently, many blow ups occurred in the following years.
They increased the maximum cross slope on the upper edge of the track from 37 degrees to 40 degrees.

In this image, the bridge paver from SMB Construction lays the asphalt mix with an electrically heated screed. The screed consists of 17 individual bodies which are linked with the permanent screed plate. 17 hydraulic cylinders control the deformation of the screed; the cylinders are controlled by automation. This machine was designed especially for paving circuits and tracks with curved, superelevated profiles and changing radii. Here’s how it works:
- The asphalt mix is transported from the truck by means of a self-propelled feeder and adjustable augers to a scraper belt.
- A paddle chain then distributes the mix evenly in front of the screed.
- Contact-free inductive sensors—trackers—measure both position and height, from specially developed reference rails—skis.
- A micro-processor-based controller—automation—positions the computer controlled hydraulic cylinders to deform the screed in a way that the paved layer reaches its nominal position in each area of the space curve. (For the Adam Opel AG project, the data was determined in advance and stored in the paver’s software as a digital terrain model.)
- Simultaneously, a slope control system surveys the inclination of the bridge girder. (For the Adam Opel AG project, a surveying team checked and recorded the paving continuously for quality control.)
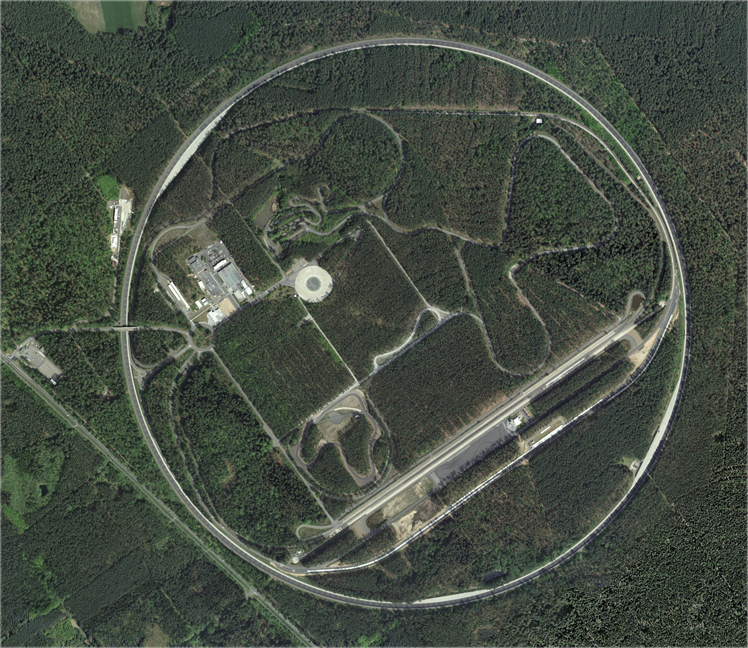 The Testing Center of the Adam Opel AG in Rodgau-Dudenhofen, Germany, is surrounded by a circular high speed track of 2.98 miles (4.8 km). The shape of the track corresponds to an infinite straight line.
The Testing Center of the Adam Opel AG in Rodgau-Dudenhofen, Germany, is surrounded by a circular high speed track of 2.98 miles (4.8 km). The shape of the track corresponds to an infinite straight line. For the purpose of pre-profiling the new slope and to comply with the minimum thickness of the remaining base course, the milling depths were given in sections and checked directly behind the milling machine. Cross slopes of more than 9 degrees made a winching vehicle necessary that held the machine to enable milling in the banked track.
For the purpose of pre-profiling the new slope and to comply with the minimum thickness of the remaining base course, the milling depths were given in sections and checked directly behind the milling machine. Cross slopes of more than 9 degrees made a winching vehicle necessary that held the machine to enable milling in the banked track. To avoid roller marks, the edges of the roller drums should exert no pressure on the freshly compacted asphalt. For this reason, the upper rollers were equipped with a slope control. A computer in the winching vehicle controlled the height-adjustable hold point in a manner that the rollers permanently drove orthogonally to the surface.
To avoid roller marks, the edges of the roller drums should exert no pressure on the freshly compacted asphalt. For this reason, the upper rollers were equipped with a slope control. A computer in the winching vehicle controlled the height-adjustable hold point in a manner that the rollers permanently drove orthogonally to the surface. Tire walls and safety fences ensure the safety of drivers and staff who stay along the track during the testing. After the rehabilitation, the test drivers from Opel are highly satisfied with the quality of the new track.
Tire walls and safety fences ensure the safety of drivers and staff who stay along the track during the testing. After the rehabilitation, the test drivers from Opel are highly satisfied with the quality of the new track.

Table 1: Specification of surface course and binder course
| Binder Course | Surface Course | |
| Asphalt Mix Type | AC 16 BS | SMA 11S |
| Bitumen | 70/100 | Olexobit SMA; PmB 40/100-65 A |
| Softening point ring and sphere |
47.6 °C | 71.6 °C |
| Needle penetration | 81 (1/10 mm) | 50 (1/10 mm) |
| Additives | hydrated lime | N/A |
| Void content | 4% | 2.2% |
| Technical specifications | TL Asphalt-StB 07, ZTV Asphalt-StB 07 and further technical requirements | |