Choose Process Control to Enhance Mix Quality
BY Dan Ridolfi, PE
Why do we perform or invest in process control at our hot mix asphalt (HMA) plants? To answer this question, we need to set a goal for the process control program. A well designed and implemented process control program should improve quality, prevent failures, reduce cost, and add value to HMA plant customers. If a process control program is implemented to simply satisfy an owner’s specifications you are missing an opportunity.
The term LEAN six sigma is used to describe a method of continuous improvement. Improvement can be efficiency gains or quality gains. Let’s separate LEAN six sigma into to two parts: LEAN manufacturing and statistical process control. Both look to improve “waste” threough a disciplined systematic process. Interestingly, both six sigma statistical process control and LEAN manufacturing have their roots in Japanese auto manufacturing.
LEAN Manufacturing
LEAN aims to improve efficiency by eliminating waste that results from disorganized process. For example, LEAN manufacturing would be used to incrementally increase a plant’s tons per hour without sacrificing quality and ensuring every ton produce is sold. Process, in this case, could be the equipment to produce asphalt, the sales program, plant scheduling, the billing of products, the quality control program, and any step before, after and in between. LEAN projects start with a simple statement of current condition and a description of the target condition.
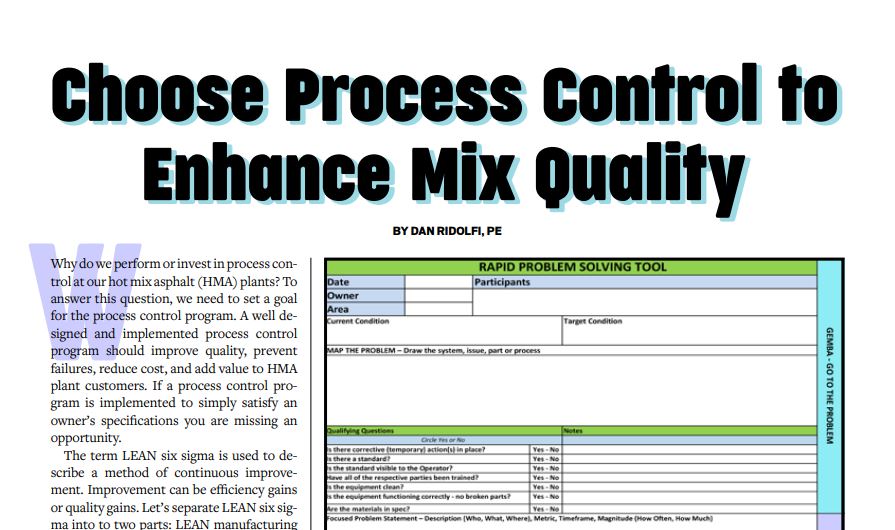
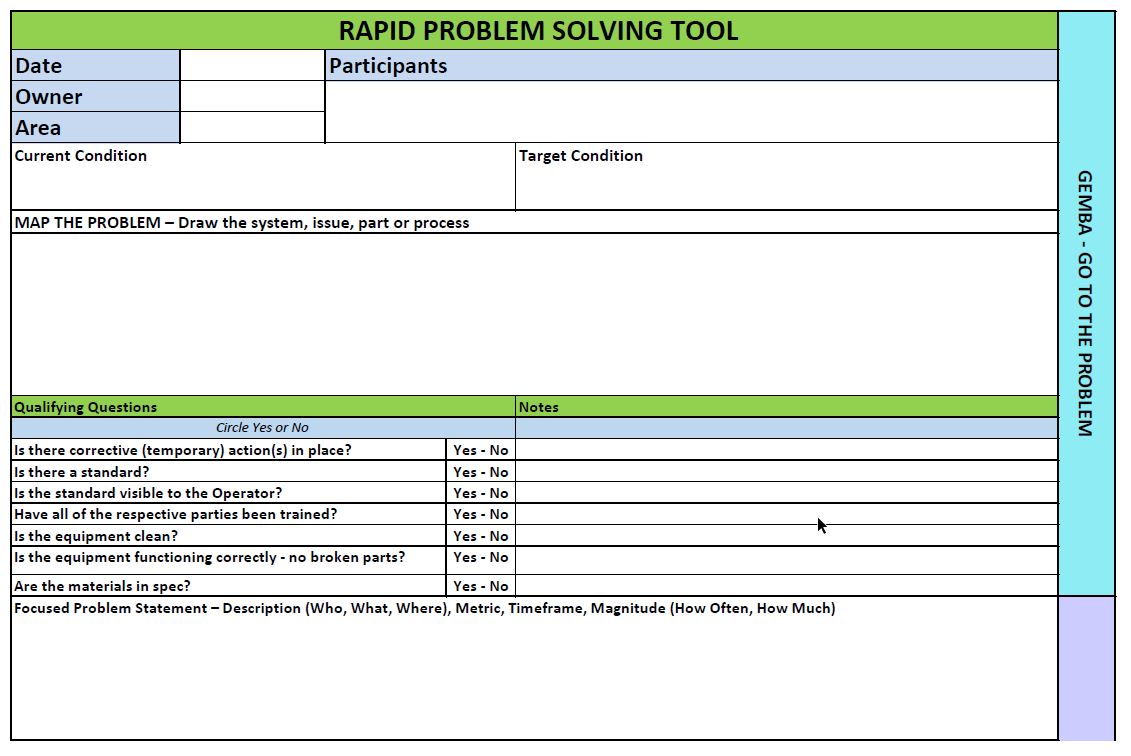
Here is an example of a LEAN problem statement tool.
The process including people, equipment, environment, machinery and materials is mapped. Here is an example analysis form.
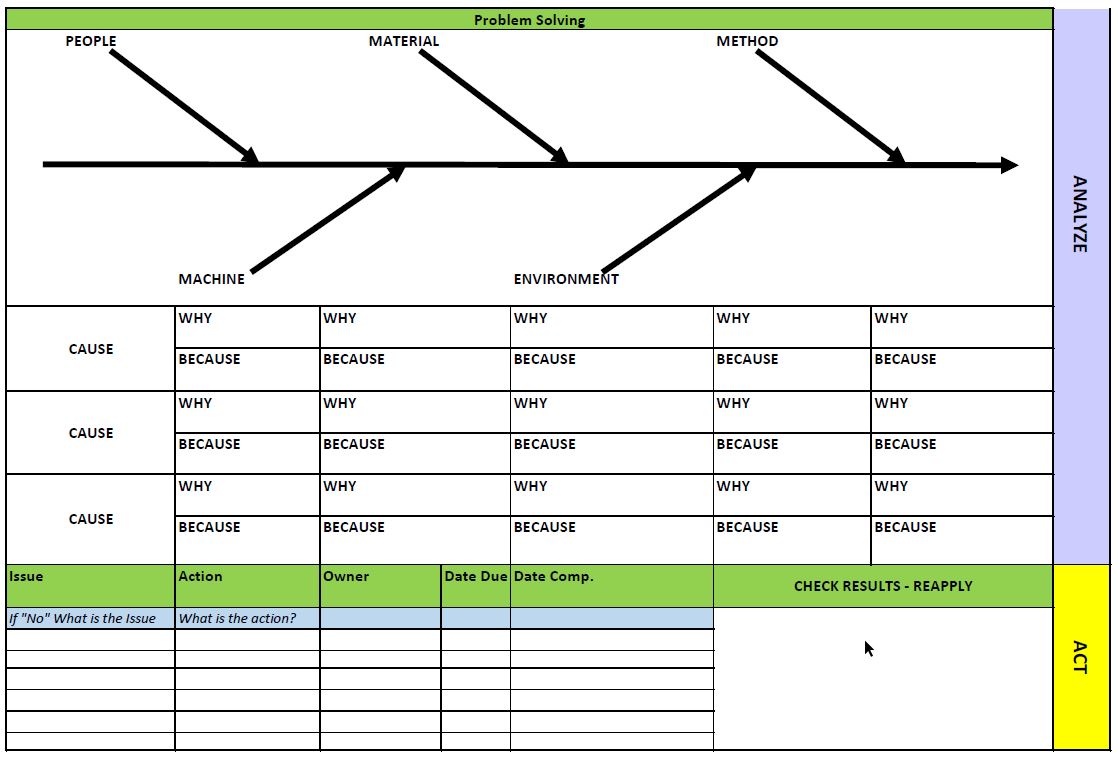
This form deploys an evaluation technique called the five whys where you do exactly as the name states. You keep asking why.
An example use of this technique might be getting to the root of why trucks are backing up in the yard waiting to be loaded. Ask why trucks are backing up in the yard.
Customers are all sending their trucks at once. Ask why. They are scheduled that way. Ask why again. I think you get the point. Speaking from personal experience, when people use the five whys the outcome is simple and insightful.
Other LEAN techniques include Bottleneck Analysis, Kanban (where the production, customer and supplier schedules are optimized), Muda (where you optimize products from customer perspective), Kaizen (incremental improvement), and many more. The internet is full of articles and techniques for LEAN manufacturing.
There is a LEAN technique to aid in improving nearly any production process.
Six Sigma Statistical Process Control
The term six sigma relates to the number of standard deviations (sigma) where nearly 100 percent of the results are within a desired range. Simply stated, six sigma intends for a process to have zero failures. Quality control team members will recognize this emphasis on consistency.
A six sigma statistical process control (SPC) is data driven. The godfather of six sigma SPC, W. Edwards Deming, is quoted as saying, “Without data, you’re just another person with an opinion.” Data is key in statistical process control. It is important to not make assumptions, but rather let data describe what is happening.
In HMA production we regularly measure aggregate gradation, binder content, and volumetric properties like voids in mineral aggregates (VMA) and air voids. These properties are required by specification to be maintained within a certain consistency level, because they relate to pavement performance. SPC starts by looking at data in sets. Here is a real world example.
On May 22, an HMA plant produced HMA with 6.0 percent binder. The next day that same plant produced the same HMA with 5.5 percent binder. You might conclude the plant is out of control with a 0.5 percent swing. When we apply basic SPC and we evaluate 18 results including the data from May 22 and May 23, you get a different perspective. In the SPC chart above, the blue line represents each test, the solid red line is a rolling average of tests, and the red dashed lines are the specification range.
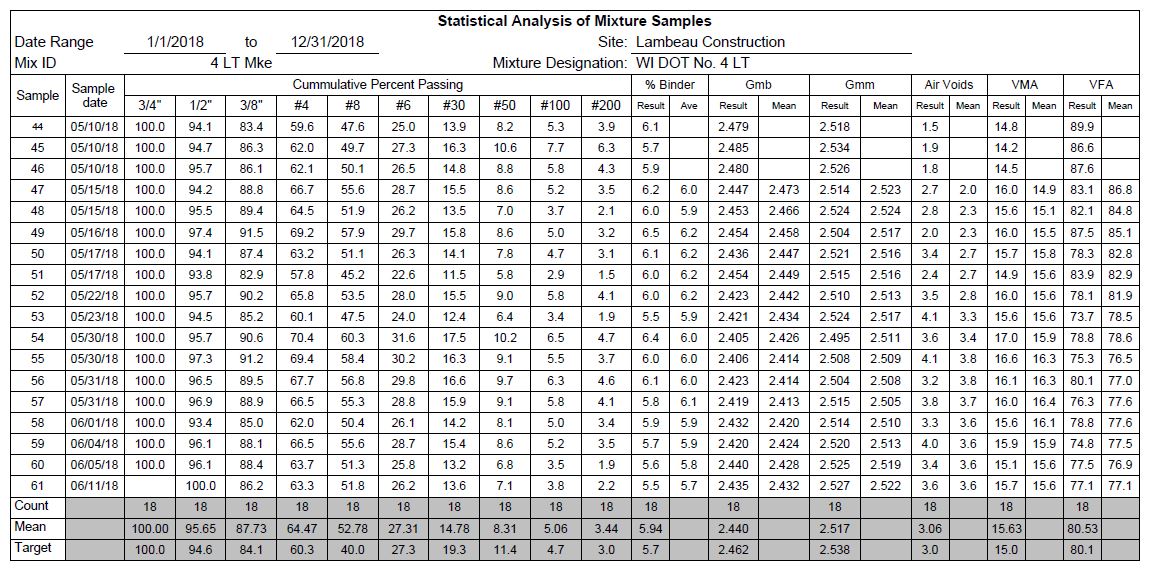
When you look at the May 23 test in context of the other tests, we conclude that test is odd, because the plant had been consistently producing HMA at 6.0 percent binder. Another test should have been run to confirm there was not a sampling error.
In addition to charts, statistical measures of test results like average, standard deviation, percent with limit, confidence interval, and more all describe the consistency of measured values and help predict likely future values. It is logical to see how using control charts and statistical measures can help understand a plant’s ability to make a product within specification.
Continuous Improvement
Either independently or together a LEAN manufacturing project and an SPC program are used to transform businesses through a continuous improvement process. A continuous improvement process systematically makes incremental improvements that over time add to big changes to an operation. A common continuous improvement process is a plan, do, check, act process (PDCA).
You start by identifying what you want to improve; plan. Apply a solution; do. Measure the results; check. Decide what to do next; act. A PDCA process helps a plant eat the elephant one bite at a time.
Performing or investing in process control at the HMA plant offers a producer an all-encompassing tool, a mindset if you will, for bringing higher quality control into the picture. By implementing systems of the LEAN six sigma, the producer can find and correct areas of inefficiency, and can bring the information of data sets to bear on decisions that affect all the elements of mix design and production. The goal for the process control system is to increase quality, of course, and should bring continuing improvement in reduced waste, fewer failures, enhanced value for your plant customers. All of which will improve the financial performance of an HMA plant.
For more information, contact Dan Ridolfi of LASTRADA Partners at www.lastradapartners.com.