Avoid Dilutive Effects of AC Storage Tank Residue
BY Sandy Lender

With specs for polymer-modified liquid asphalt cement (PMA) more exacting today than they were a dozen or so years ago, you want to confirm material specifications. You want to be certain of what each tank at your facility holds.
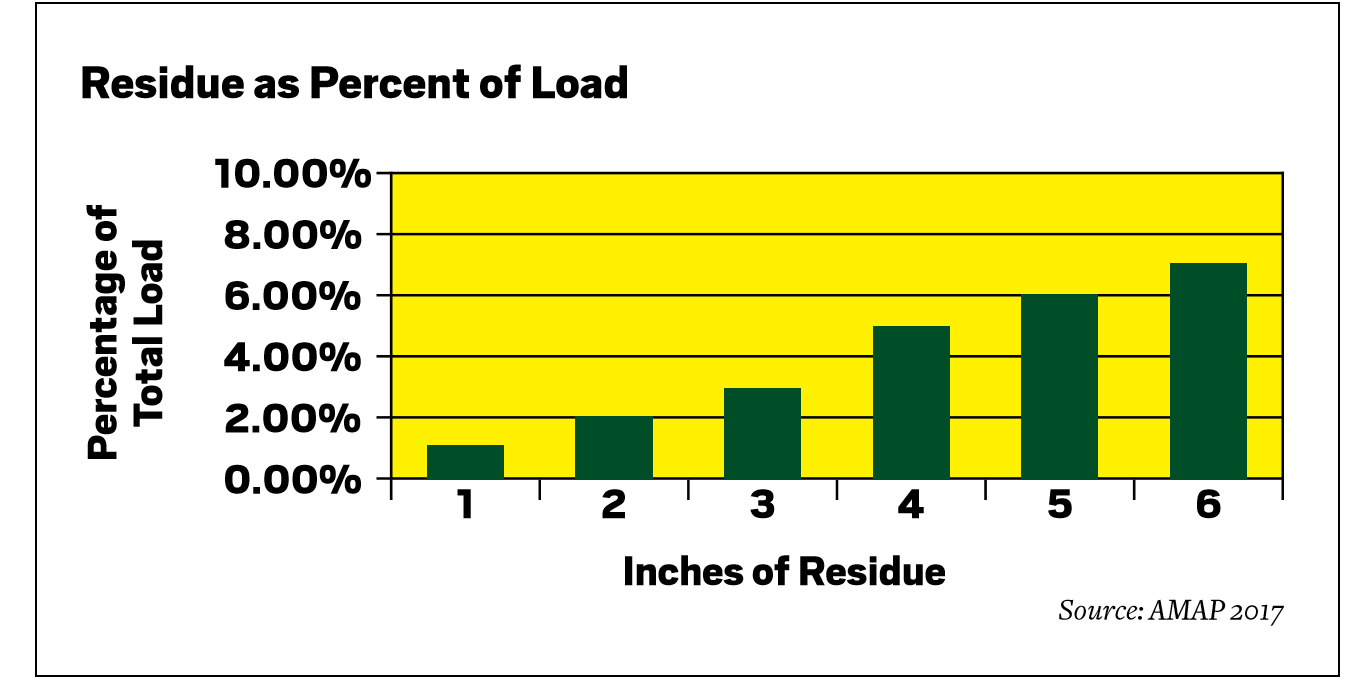
During The Association of Modified Asphalt Producers’ (AMAP) Modified Asphalt Workshop held in Tampa in February, Ron Corun of Axeon Specialty Products presented “Handling Modified Binders (Contractor’s View)” for a colleague. Corun shared with the audience the concept of residue in a tanker truck diluting new material pumped into the tanker.
What readers may find surprising is the seemingly small remnant it takes to affect the new material. As little as 6 inches of material remaining in the tanker can dilute your new material by 7 percent, according to Corun.
The obvious best practices to keep such contamination at bay are to ensure the tanker truck is completely empty before loading at the terminal, and ensure you load from the correct loading arm at the terminal.
Once at the plant, the trucker should make sure he pumps into the correct tank. It’s best to use dedicated tanks for material, but if you can’t, follow these steps that Corun recommended:
- Ensure the tank to be filled is completely empty of previous material; and,
- Add two or three full loads of PMA before testing (or using) the new material.
The strict specifications alluded to above are why the plant operator should pay close attention to AC deliveries to the plant, and why he should implement best practices at the plant’s tank farm.
Consider this: You don’t want to pull a sample of one load of PG70-22 modified with styrene butadiene styrene (SBS) from Supplier ABC from a tank that has remnants of PG64-22 modified with SBS from Supplier XYZ.
Not only will the previous material dilute the new, but industry experts strongly recommend against mixing modified asphalts from different suppliers. If the suppliers use different polymer technologies, which is a logical assumption, those technologies may not be compatible, resulting in polymer separation in the tank. The testing you do of that material isn’t going to pass muster.
Lennie Loesch, president of Stanteel/Hotmix Parts and Service, Louisville, Kentucky, shared that combining two grades of asphalt cement (AC) in one tank won’t offer the properties of either liquid. “You’ll have a kind of ‘mixed breed’ of liquid AC,” he said.
Let’s discuss the ramifications of residue in delivery tankers and storage tanks, and how to avoid its dilutive effects.
Equip the Tank Farm for Success
Technical Sales and Market Development Manager for Kraton Performance Polymers, Chris Lubbers, presented “Polymer-Modified Asphalt 101” at the Arizona DOT + Local Agency Training Seminar in November 2014 with some good ideas for producers to establish a quality control plan to prevent performance grade asphalt contamination and failing test results. The ideas are still good three years later.
First: Identify all hardware by labeling or numbering
- tanks,
- pumps,
- piping,
- valves,
- sample points and
- heat system.
Second: Establish standard procedures (and hardware settings) for asphalt flow into storage and into the plant.
At the 2016 World of Asphalt conference, Corun presented “Introduction to Modified Asphalt Binders,” in which he shared good ideas for the asphalt pump specifically. He pointed out that the PMA, being more viscous than unmodified AC, will cause a higher amperage draw on the AC pump. Corun recommended calibrating yours two or three times a year.
Use a clean strainer with larger-than-standard holes—Corun suggested ¼-inch, stating a 10-mesh is likely to clog with the polymer network.
For best pump operation, he suggested the plant operator circulate the unmodified asphalt first, before start-up. Then switch to PMA and circulate that before start-up. At the end of the shift, switch back to unmodified asphalt and circulate that through the pump after shutdown.
Industry experts have stated at more than one industry conference to beware of using direct-fire heaters with modified asphalts. Lubbers specifically shared that the direct-fire heat tubes could develop hot spots that “immediately destroy the polymer network in the asphalt.”
Rick Jay of Process Heating Company (PHCo), Seattle, explained, “Asphalt, and to an ever greater extent modified asphalt, are sensitive to overheating. Overheating causes burning, coking, build-up on the heater sheath and damage to the liquid. In my mind, it’s really no different than overcooking a pot of food on your stove and scorching or burning it.”
PHCo is one OEM that offers a solution for producers. “Our Low Density heat, which we use on all our immersion heaters, keeps the heater sheath temperature low. Our typical Watt density is 3 Watts per square inch. We have measured the heater sheath temperature when operating and it’s about 20 degrees F over the liquid temp. We’ve found this to work well for all asphalts including modified. If there are specialty applications needing even lower sheath temperatures, we can do that as well. Direct fire systems are many, many times higher heat density.”
Implement a Process for Success
For many asphalt producers, one way to prevent cross-contamination has been to label tanks at the farm, as Lubbers suggested above. Loesch outlined another idea for producers that includes having at least one AC tank for each of the grades of asphalt you intend to run. With agencies now requiring warm-mix additives, other conditioners, anti-strips, rejuvenators, etc., Loesch warned this practice could become complex. “Some of these [additives] are put in at the terminal; therefore, it would not be uncommon to need five, six or more separate AC tanks,” Loesch said. “There’s no question there has been an evolution of more plants, particularly those in urban areas, having multiple AC tanks, multiple grades and sometimes even duplicate or backup tanks.
“Many innovative producers are blending their own PMA grades at the plant site,” he continued. “This allows the plant to have on-demand PMA grade, to only produce what is needed, and to buy fewer tanks, valving and piping.”

Preventing residual material or cross-contamination begins with the driver loading the correct material into an empty, clean tanker at the asphalt terminal. Photo courtesy CEI Equipment, Albuquerque, New Mexico.
The more tanks a producer has on site, the more opportunity he offers the truck driver to deliver material to the wrong tank. In the asphalt industry, we have a number of methods for ensuring the right material is delivered to the right tank, and each method depends on a system of communication. “Our industry has a huge range of sophistication,” Loesch said. “As an example, some truck drivers need to check in with the plant manager before unloading. Some of them have an automated system.”
A spokesperson for Heatec, an Astec Industries Company, Chattanooga, Tennessee, shared: “In an automated system, the valves have actuators that automatically open and close the valves in the proper order. The driver or operator selects the tank that they want to fill on a control panel by the unloading station. The customer also has the option to mount the controls in the plant control room or both. With the controls mounted in the plant control room, the plant operator has full control instead of letting the driver choose the tank to fill.
“The plant operator labels each tank with fill material and each tank is numbered. The driver would reference those labels when selecting which tank to fill. He will then choose the corresponding number on the control panel in an automated system, or he would open the corresponding valve manually.”
Hotmix Parts and Service offers the Advanced Tank Farm Management System to help monitor overflow, control where material is directed and control where material is diverted from the piping and metering system. “From inside the operator’s station, the worker can select the tank he wants to go to,” Loesch explained. “The programmed logic will close other valves and remotely open the correct valve. The station can be at the unloading pump station and at the plant operator’s station.”
The Heatec team also shared some ways to guard against cross contamination from back flow.
“In a manual system, the driver or plant operator has to manually open the valve to the tank they want to fill. One major concern is to make sure that more than one valve is not open. They could possibly be adding AC from the truck to more than one tank, or you could get back flow and cross contamination.
Also, it is important that the valves are opened and closed in the proper order. If the valve is not open for the tank that the driver or operator wants to fill, they should close the valve to the tank they don’t want to fill first, and then open the valve to the tank they want to fill second. This prevents back flow from one tank to the other. If both are open, even for a short period of time, like the time it takes to walk from one valve to the other, you could have a lot back flow from one tank to the other causing contamination. One valve should always be open to prevent trapping as mentioned in the sidebar.” Another way to limit mistakes is to limit tanks and increase mixing technology and expertise.
“A very creative alternative is to store in one place the most used product in one or two AC tanks, and then do the polymerized, latex, rubber, liquid additives, anti-strips and others right at the plant,” Loesch said. “In this manner, not only are you creating exactly the product mix design at the plant that’s right for the given mix, but you’re dynamically blending it and mixing it right before the injection and mixing with the solid aggregate, RAP and other ingredients.” In the event a driver has a contaminated load or puts material in a wrong tank, despite clear labeling, the producer has a few options to prevent failing DOT or other agency testing.
 “If you only have two AC tanks, you have to make costly decisions about how to use expensive AC material just to get your tank drained,” Loesch said. He listed three options:1. Use it up on non-spec jobs2. Waste it3. Put it in a portable AC storage tank
“If you only have two AC tanks, you have to make costly decisions about how to use expensive AC material just to get your tank drained,” Loesch said. He listed three options:1. Use it up on non-spec jobs2. Waste it3. Put it in a portable AC storage tank
Draining a tank requires caution, of course.
“With a vertical tank, even if the company drains the existing AC down in the tank so that it’s just above the coils, there’s still anywhere from 5 to 10 percent of the original AC in the tank,” Loesch said. “Even if they put the new grade of AC in the tank, there will be contamination in the blending. There will be a whole range of grades of AC by mixing the two together. If the producer has horizontal tanks, it’s even more dramatic because, in most tanks, if you drain the existing AC down to the level right above the coils, you could have as much as 20 percent of the original grade of AC still in the tank.
“The only proper way to have a new AC in the tank is to drain the original AC below the coils in the tank and, perhaps, even pump out the remaining AC below the coils.”
Of course, the catch is the heating coils.
“You should never operate the hot circulating oil in the pipes unless they are covered with AC, so all of this work would need to be accomplished in a rapid manner to drain the AC below the coils and get the tank cleaned out. Also, you will need a lot of piping and some extra transport vessels to store and keep the material hot so as not to waste the valuable AC that’s below the coils of the existing tank.”
Keep in mind, a miniscule level of cross contamination may be inescapable, yet may be undetectable. The team from Heatec shared: “Another note is that the only way to prevent cross contamination completely is to have dedicated lines for each tank. Otherwise you are going to have some leftover liquid left in the lines when switching tanks. But that’s expensive and really unnecessary. The amount of liquid left in the fill lines is minimal and wouldn’t change the class of the product.”