Asphalt Industry Increases its Environmentally Friendly Use of Materials
BY Sandy Lender

Let me begin this exposition on the asphalt industry’s use of asphalt cement (AC) and additives in environmentally positive configurations with a diversion. This diversion is toward the fantastic. Picture, if you will, a wasteland in which the missing windows of high rise buildings mimic broken teeth. Along litter-cluttered sidewalks, vines escape their cracked pots to climb abandoned bus stops. Rusted-out cars lean on flat tires. What has remained intact? The asphalt road upon which the weary traveler walks.
Industry veteran Mike O’Leary observed: “We seem to get stuck in this 20-year design concept. I know that we build roads that last longer than 20 years.” He often takes clients to review pavements that were built 30 or 40 years prior, to discuss best practices. “They’re 40 years old and we’ve done nothing to them. Our industry is smart enough to know how to build a 50-year pavement, a 100-year pavement. Let’s design these roads for what we know we can get out of them.”
One of the states considering a long-lasting design is Kentucky. This summer, the Kentucky Transportation Cabinet (KYTC) prepared a pavement durability test section along U.S. 62 in Woodford County. Paul Del Rio of the Plantmix Asphalt Industry of Kentucky (PAIKY) confirmed officials at KYTC are hoping to see extended pavement life and reduced cracking, as well as a better performance from the longitudinal joint. The mix was designed with only 65 gyrations and 3.5 percent air voids to accommodate a higher liquid asphalt content of 5.9 percent. Del Rio explained the total binder content is 0.2 percent higher than the mix would be at 4 percent air voids.
“The idea behind it is we have adjoining states going to a lower gyration mix to have a better quality, tighter mix without tearing up the aggregate,” Robert Semones explained. He’s the branch manager at KYTC Division of Materials. “We’re also looking at the construction of the longitudinal joint. We have constructed a regular butt joint. In this section we’re going to apply a trackless tack up on the joint and bond it together with the other mat to see how the joint behaves over time with freeze-thaw cycles.”
Long-lasting designs are inherently green. The longer a pavement can succeed without reconstruction, the longer its original carbon footprint can be spread over time. It makes sense that a well-constructed pavement that requires merely a Thinlay® or sealcoat 10 or 15 years into its life also requires fewer materials and less energy for its upkeep. Few in the asphalt industry have time for callbacks or re-working a finished pavement. Agencies wish to stretch pavement maintenance budgets as best they can. This means the creation of a long-lasting structure is beneficial on a number of fronts. Obviously. From bonuses to warranties, agencies sometimes build incentives into contracts to ensure the longest-lasting, smoothest pavement results from each project.
Incentivize Quality
One way to gain quality is through well-trained operators. The Asphalt Institute, the National Center for Asphalt Technology (NCAT), the National Asphalt Pavement Association (NAPA) and the Transportation Research Board (TRB) represent just a sampling of the organizations that offer educational webinars in the area of mix design and lab testing. In fact, TRB will conduct a webinar Wednesday, Dec. 6, 2017, from 2:00 to 3:30 p.m. Eastern that features research from the National Cooperative Highway Research Program (NCHRP) Report 847: Variability of Ignition Furnace Correction Factors. This webinar will discuss the significant influences that affect the variability of asphalt and aggregate correction factors for ignition furnaces. Courses and classes that help producers select, modify, test and blend materials for performance grade asphalt binders speckle the conference schedules and online options throughout the down-season.
In an industry that works on the low-bid system, does every producer see the need to pay a fee for continuing training? O’Leary reminded readers that many agencies dictate specifications and post the minimum requirements for meeting the specifications. Producers then create the mix and contractors place and compact the mat based on the requirements agencies designate. It’s done by the book, so to speak.
“We set thresholds that don’t let those professionals do their best work,” O’Leary suggested. “The workers in the field meet the minimum, when they are capable of doing more. We need to think about: is there another methodology we could let them try? Everybody blends materials to meet those specs at the least amount of cost, when, if we removed the limitations, everybody could blend materials to exceed those specs. We need to incentivize for better quality. We need everyone to think ‘how do we do it better?’”
O’Leary suggested such incentives to create longer-lasting asphalt pavements be leveraged at all levels. “Many states only use disincentives,” he said. (Consider the well-known penalty for not achieving a percent of density.) “Colorado has incentives on almost everything,” O’Leary continued. “That’s a great step.”
Unless your state has a bonus available for meeting criteria on mix design, and then additional bonus for exceeding criteria, your lab techs may not be motivated to go beyond the motions for production. Does each member of your team, from estimating to compaction, understand how the materials in the mix, and their handling, affect the final outcome?
What’s in This?
 One of the benefits of attending webinars and continuing education is, of course, learning how to handle and manipulate materials to effect the best mix. Many of the courses will help techs understand how the materials’ performance characteristics influence the final mat, too. Making the project the best it can be doesn’t happen merely by meeting spec. The members of the team, from mix designer to finish roller operator, need to understand what they’re working with. They need to know what affects the materials. For example, the plant manager has stored liquid material that he must divert from Point A to Point B for optimum production.
One of the benefits of attending webinars and continuing education is, of course, learning how to handle and manipulate materials to effect the best mix. Many of the courses will help techs understand how the materials’ performance characteristics influence the final mat, too. Making the project the best it can be doesn’t happen merely by meeting spec. The members of the team, from mix designer to finish roller operator, need to understand what they’re working with. They need to know what affects the materials. For example, the plant manager has stored liquid material that he must divert from Point A to Point B for optimum production.
Greg Jones of Heatec Inc., an Astec Industries Company, Chattanooga, Tennessee, explained: “Proper heat and agitation are the two that come to mind first. This could be broken down into more sub-categories such as hot oil temperature as it relates to film temperature on pipes. This is particularly important when dealing with emulsions. Agitation is a key component depending on what product is being stored and how much agitation is needed. Agitation can also help with heating such as decreasing the time to heat a tank or keeping high film temperatures on the heating coils from affecting the integrity of the asphalt.”
To help the plant manager, let’s look at some specifics that Jones brought up there. As he intimated, not every liquid product requires agitation. If you have a ground tire rubber (GTR) modified asphalt, you will want agitation. If you have a polymer modified asphalt (PMA), you may not want agitation, which can cause separation of the polymer chain bond in some cases.
Producers bring more materials into the mix design equation not only to increase the use of environmentally sound products—such as RAP, RAS, WMA additives—but also to increase the use of the additives that improve the performance of these materials. Lennie Loesch, the CEO of Stansteel Asphalt Plant Products, Louisville, Kentucky, explained this perfectly.
“But, in recent years, the significant initiative has been to use more RAP and RAS while making an even better quality product,” Loesch said. Our industry has an impressive statistic with the largest volume of recycle product throughout North America. “What many innovative contractors have realized is that if achieving this great statistic wasn’t enough, we need to keep working to increase the use of RAP and RAS and, of course, improve mix material quality, pavement life and sustainability.
There are some of the better designed plants that can consistently run 50 percent RAP, and more, every day on every product. In fact, there are even some cases where a customer runs a nominal 55 percent RAP and 8 percent RAS, and has produced this mix for years to supply a number of city projects. That is great if you have the capital for an all-new plant, but there are many ways to improve and upgrade existing plant facilities.
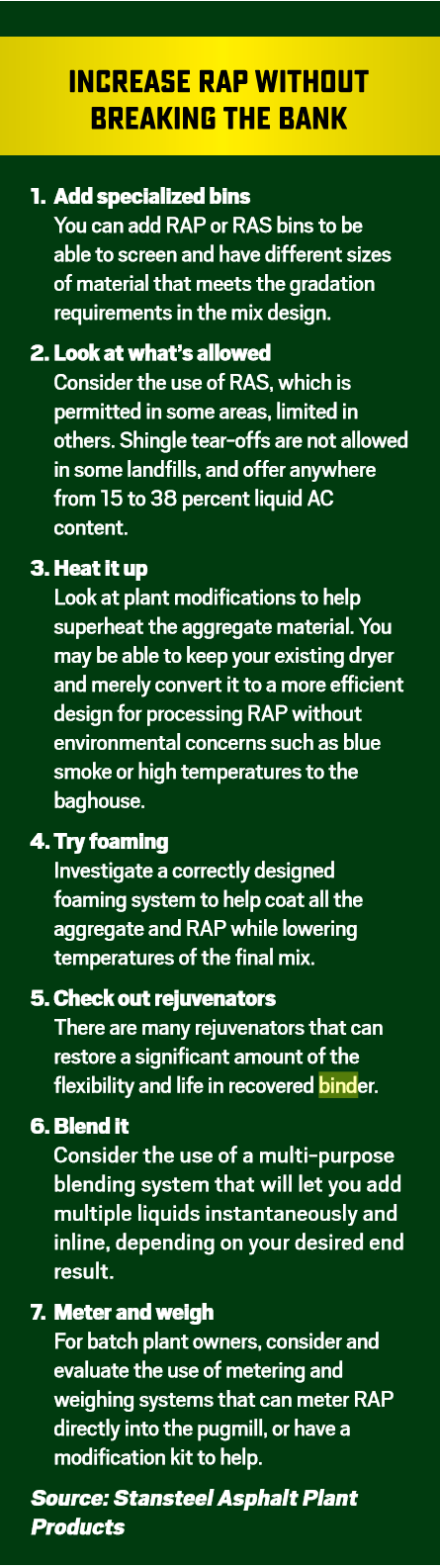
“One of the more innovative large contractors in North America instituted a program on their double-digit number of asphalt plants to increase the RAP use at each plant over a three-year period by 5 percent per year average so that they would increase their use by over 15 percent over their current level. Contractors such as these, and others, have a number of ways to increase their RAP use.” (See Sidebar “Increase RAP Without Breaking the Bank.”)
To increase RAP use, agencies have stepped up their investigations of rejuvenators—also called recycling agents. These additives are typically designed to soften the recovered binder in RAP and RAS. They “de-age” or restore youth to the liquid AC that has been exposed to the elements over the years.
All of these extra elements bring more components into the equation for the plant manager to monitor. This applies to aggregate, mineral bins, liquid tanks, and all manner of inputs.
Jay Bianchini, Ph.D., VP of Operations for Collaborative Aggregrates LLC, Wilmington, Massachusetts, discussed the addition of the Delta S recycling agent, specifically.
“Since Delta S can be used as a WMA and also as a rejuvenator, without the need for a separate anti-strip, there are those that would prefer a single tank storage, which allows them to use it according to the need of a particular mix,” Bianchini explained. “On the other hand, some want to minimize user error at the plant and prefer Delta S to be pre-dosed in the liquid binder when it is received. With Delta S, all of the above is possible. For those that choose to dose at the plant, Delta S can be inline blended with the liquid binder…. With the help of the team at NCAT, we have shown that, with a plant produced mix, whether it is inline blended or sprayed on the recycled material, compaction and air voids were identical. Delta S is liquid at room temperature, therefore it does not have to be heated prior to introduction.”
Let’s also consider fractionated RAP (FRAP) and multiple gradations of aggregate going into the mixes. Mitch Duncklee of Systems Equipment, Waukon, Iowa, reminded readers that as few as 10 years ago a plant with 14 total feeders would have been considered huge. Today, plants with 16 or more aggregate feeders are becoming increasingly common. Systems Equipment launched an expanded version of its ADP-100 asphalt drum mix blend computer in September 2017 in response to the industry trend. It accommodates up to 24 feeders, 64 discrete inputs and outputs, and 20 analog inputs from metering equipment. “From depletion pods, leveling silos, impact flow meters, and even fuel-flow monitoring, the number of different control types in the ASP-100S is astounding,” Duncklee said.
Systems Equipment isn’t the only OEM looking at producer expansion. Heatec’s Jones shared, “We are seeing more asphalt binders required, which in turn is requiring more blends in some cases. The trend, which makes sense, is to dedicate a tank to a product. This helps eliminate contamination of products.” (Read “Avoid Dilutive Effects of AC Storage Tank Residue” from the September issue.)
To help terminal customers with increased AC blends and modifiers, Jones mentioned two concepts. “First, note the mention above about the dedication of a tank to a product that has caused the need for more automation. Automation allows tank selections to happen more quickly and with less chance of putting the wrong product in the wrong tank by way of automated valves.
“Second, in a lot of cases, different AC blends will have the same modifiers, which are accomplished by having different percentages of modifier content to AC content,” Jones continued. “We have been doing more in-line blending. By having higher percentage blends in storage, terminal operators are able to blend lower percentage in-line while filling a truck, which has many advantages, but also requires more automation.”
The Cautions
Our industry is innovative, yet careful, in its use of materials and its environmental sustainability. The increased interest in rejuvenators to enhance higher percentages of reclaimed binder in mix designs offers an example of industry’s commitment to proceeding with caution. One source mentioned the caution agencies use concerning recycled engine oil bottoms (REOB) as another example. In recent years, producers have had the opportunity to incorporate REOB as a portion of the binder in some mixes. At this time, some state DOTs are taking a step back from the practice.
He listed Kentucky as one state that no longer allows REOB; the bottoms go into the roofing market in that state instead of the paving market. In some cases, the re-refining is done very well, of course, but in other cases, “There are so many additives that could be residing in the oil,” a source explained. “Coolant, heavy lubricants, additive materials, engine metal particles—these are strained out during processing, but you have to ask how much gets removed versus how much remains in the oil?”
To better manage what’s going into the mix, producers are often electing to blend on their own. O’Leary pointed out, a large producer with whom he works has 64 formulas of blending to make a base asphalt for all its products. The blends include polymers. The producer blends for the purpose of meeting performance grades. “The goal is to make a mix that lasts longer.”
It may be going back to the drawing board, but it’s going back to a board filled with quality materials. O’Leary spoke of the excellent quality of crudes that came out of Venezuela, specifically. He is of the opinion that the crudes out of Venezuelan “made the best asphalt ever.”
According to the U.S. Department of Commerce, imports of petroleum bitumen from Venezuela have been on the rise since 2012, when we imported 11,241 metric tons. In the year 2016, we imported 348,734 metric tons.
Bob Sedon, the VP—Asphalt Marketing, United Refining Company, headquartered in Warren, Pennsylvania, and chairman of Asphalt Institute, spoke highly of Canadian crudes. “Western Canadian heavy crudes make excellent asphalt binder,” Sedon remarked. “New pipeline projects aimed to add capacity and improve safety for transporting heavy crude are gaining regulatory support and being implemented to bring these crude oils to the United States. According to an Alberta Department of Energy report, there are over 2.2 trillion barrels of oil in place in Alberta and Saskatchewan.”
Sedon shared good news about the blends we can create. “There are numerous high-quality binders produced in the United States. I encourage mix producers to talk with their binder suppliers to understand how their binders are produced. There are a number of things that affect how quality-improving additives, such as polymers, react with binders. Knowing how the original binder is produced gives mix producers confidence wen they modify their mixes. Purchasing a quality performance grade binder, produced from a crude oil refinery vacuum tower, is an excellent starting point for producing mixes that create quality structurally-sound pavements.”