Highway Materials Inc. Shares Total Control Shift
BY Sandy Lender

When its plant at Plymouth Meeting, Pennsylvania, had reached the ripe old age of five years, management at Highway Materials Inc. (HMI) a division of The DePaul Group, Blue Bell, Pennsylvania, revamped its inner workings. The hybrid ALmix/Meeker dratch plant had served them well, producing mix at up to 500 TPH with 900 tons of storage capacity for company crews and customers. The products the plant makes include: five PennDOT approved Superpaves and three Marshall designs; commercial mixes for base, intermediate and surface courses; pervious asphalt mixes; curb mixes; and even a cold patch (PSP485). HMI has a dedicated mix design specialist who works in the design lab at the Malvern Asphalt location in addition to the testing labs at each asphalt plant location, which means they have no fear of trying new mixes and letting their plants earn their mettle, as the Plymouth Meeting facility has done.
Jeff Meeker, president of Meeker Equipment Co., Belleville, Pennsylvania, explained that the Plymouth Meeting plant caters to large highway and airport projects, while also providing quality mixes to specialty projects through its batch tower portion of the plant. By 2015, it was time to safeguard all of that a little differently.

From left, Steve Lowrey, Jason Benner, Kevin Wilson, Steve Fox, Gary Berkenstock and Tyler Fuhrman.
Steve Fox is the asphalt general manager for HMI, and he shared what was going through his mind. It started with location. The Plymouth Meeting plant is situated near the intersection of four major thoroughfares, adjacent to the oldest continuously operated limestone quarry in North America. During season, it runs almost non-stop.
“This plant cannot go down or there’s a ripple effect in the area,” Fox explained. Smaller plants nearby would suddenly become overloaded if the Plymouth Meeting plant had unplanned downtime.
After location, consider ease of repair. The original configuration of the high-production dratch put all controls in one plant-wide programmable logic controller (PLC).

The new Libra automation system provides Plant Operator Tyler Furhman with an immediate understanding of the plant’s operation and any alarm conditions that need attention. Photo courtesy Jeff Meeker of Meeker Equipment.
Meeker spelled it out: “The industrial PLC was stored in their modern control center. Through it, all motors were started through the PLC logically. All burner control functions were controlled by the PLC. All valve controls, blending controls, baghouse controls, sensors, limit switches and timing were done through one PLC. The real benefit of this type of control is that all drum and batch plant functions are funneled through one control and are able to be shown to the operator on one screen. Troubleshooting the PLC was done at one spot on the plant because all control wires essentially went to one location on the plant.”
Meeker also spelled out the paradigm shift that he’s seen not only at HMI, but in the industry at large. “Over time, one PLC also became a liability,” Meeker shared. “As a society, we’ve come to expect that computers and electronic devices have a short shelf life. PLCs are no different. Various parts and pieces to the PLC become obsolete. In the case of HMI, getting the parts and support they needed to run a high-volume plant became more and more difficult.”
Fox took his worries to the general manager/principle of The DePaul Group, Tony DePaul, who is his direct boss. “I was explaining to him that we were one lightning strike away from being down for a week in our busiest location,” Fox said. “If something went bad, you didn’t know where to start looking. If you lost power, you lost the whole plant. We got frustrated after about a year and then put in a Gen3 for the batch and to communicate with the main office.”

A picture like this shows just how congested a dratch plant’s footprint can be. Plant Superintendent Gary Berkenstock said working at the Plymouth Meeting facility is very different from working at the Malvern location where he started. “The Malvern location has a 6-ton batch plant with two storage silos. There were some days when we’d do 2,000 tons, but we’d have slow days, too. Here, there are no slow days. This plant never stops running.” As a testament to Berkenstock’s skill, Asphalt General Manager Steve Fox has no doubt that he can handle the pace. “Gary’s my protégé. He was a plant operator at Malvern for about eight years. He doesn’t get all wound up about the commotion. He takes it all in stride.” Photo courtesy Jeff Meeker of Meeker Equipment.
Fox has been with HMI for about 38 years and explained that the company purchased one of the first loadout systems Libra Systems Inc., Harleysville, Pennsylvania, made in 1978. “We have Gen3 loadouts at all nine locations,” Fox said.
Having one item on its own control system didn’t give Fox the complete comfort level he wanted. After discussing it with DePaul and figuring the bottom line, Fox received the clearance to move forward with some fixes at the Plymouth Meeting plant. He reached out to Libra and others to change the plant’s configuration to a modular one.
“Libra has been proud to partner with HMI on their automation and business integration requirements for over four decades,” Ken Cardy, the president of Libra Systems, said. “While Libra’s systems are used around the globe, a unique bond is formed with a client that is practically in your back yard. I’ve known Steve Fox for 20 years, and he is on a first-name basis with most of our production and service staff. Steve is remarkably adept at streamlining operations and leveraging new technologies into profitability for HMI.”

From the control house, plant operators Tyler Fuhrman and John Minnick can see the drag slat conveyor, loadout area, and all manner of components of the Plymouth Meeting facility at a glance. Photo courtesy Jeff Meeker of Meeker Equipment.
Meeker shared: “Libra Systems, Hauck Manufacturing and Meeker Equipment collaborated to offer HMI a modular design, or a way for them to divide the plant up in components or functions.”
This approach allowed HMI to automate the plant in such a way that when a specific part becomes obsolete or difficult to replace in the future, management isn’t forced into a wholesale change of the entire control. Rather, it allows them to save time and money by repairing or replacing only the components that are in need of an upgrade.
Gary Berkenstock is the superintendent for the Plymouth Meeting plant. While his journey with HMI began as a loader operator in 2009 at the Malvern Asphalt location, he worked his way up to mixer man at the Plymouth Meeting location in 2015. The revamp of the plant’s controls was his first project as superintendent. “I sat with Steve [Fox] and Libra and Dave Hane [HMI’s chief electrician] through a few meetings to go through the lists of what needs to be controlled.”
The team split the plant into four functions: process control, burner control, liquid tank control and silo loadout/point of sale control. Each OEM to assist shared information about the project.

Hauck BCS 7000 control system operator interface shows the critical burner data/functions. Photo courtesy Jeff Meeker of Meeker Equipment.
Process Control:
Libra Systems handled the process control. “We offered our PlantWise control for the dratch plant,” Cardy shared. “The PlantWise control handled all the starting and stopping of motors on the plant whether the plant was in drum mix mode or batch plant mode. PlantWise interfaced very nicely to the existing Allen Bradley motor control center and all the existing plant sensors, such as encoders, no-flow switches, limit switches and scales. PlantWise also controls the drag slat conveyor, reject chute, transfer-transverse conveyors and silo batchers.”
Burner Control:
Hauck Manufacturing took responsibility of the burner control function. “We supplied our new BCS 7000 drop-in panel for the burner control function. The BCS 7000 works particularly well because the HMI screen fit perfectly in the existing sloped panel of the control center. The control uses valve characterization for the burner, meaning that the 7000 panel enables the air and fuel ratio to be manipulated as the burner modulates. In other words, when the burner is firing at a low tons per hour, the air and fuel ratio may not be exactly the same as needed when running at high tons per hour. On a dratch plant, this becomes very important, as this style of plant has a wide range of production rates. The BCS 7000 control enables the operators to truly run in an automatic mode.”
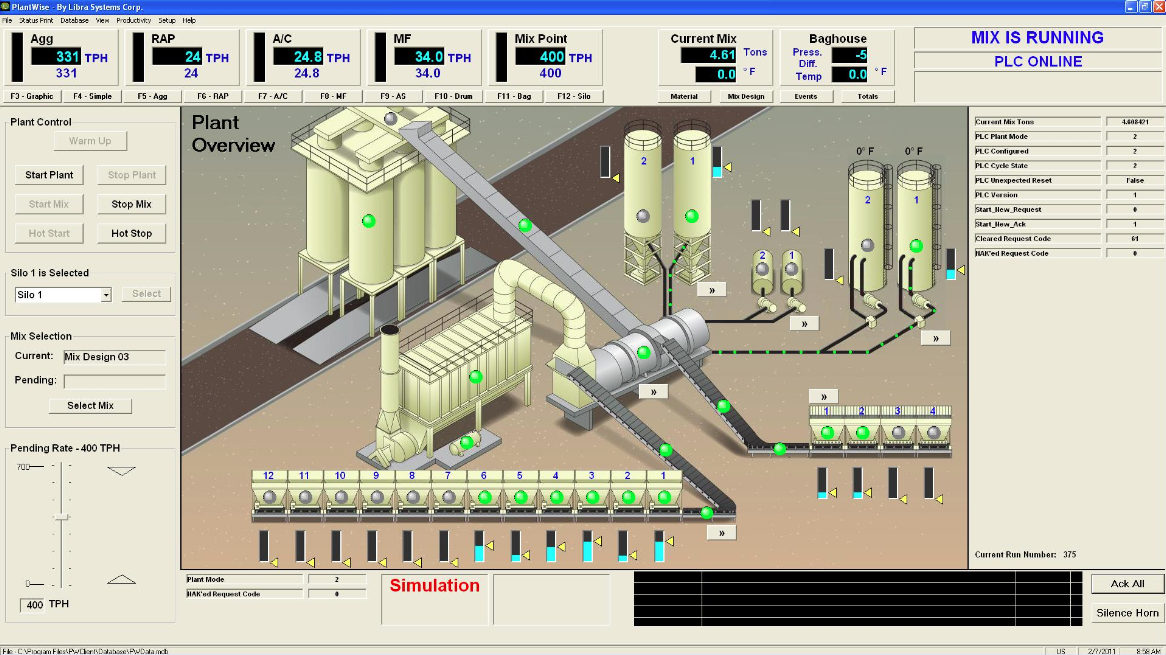
The Libra PlantWise Drum Mix Control System features a fully graphic operator interface to provide complete plant status at a glance. The system’s highly configurable design allows the producer to design custom software switches, create reports, and adapt to the current and future plant control requirements. Photo courtesy Ken Cardy of Libra Systems.
Liquid Tank Control:
Meeker Equipment handled the liquid tank control. “We supplied our Liquid Vision tank valve and level control. All the liquid asphalt tank valves were controlled by the Liquid Vision. Logical valves control enable the operators to pull liquid from one tank and normally return the liquid to the same tank. Sometimes that isn’t practical, so the control also enables the operators to override the system to return AC to a different tank. Liquid Vision is smart enough to know that if a tank is full, an operator can’t return the liquid to it, nor can a driver try to fill the tank. It simply won’t allow it. The system also watches level in each tank and transmits that information to the unloading station and to the plant operator.”
Silo Loadout Control:
Libra Systems also handled the silo loadout—or point of sale—function. “We installed the Generation3 batching and silo loadout control to the plant. All loadout and batching functions can be handled by one person or the functions can be distributed to two people if plant volume requires it. The system also allows for a third party or another truck scale operator to queue trucks into a line as sometimes orders are placed externally to the plant. In the case of Highway Materials, they also own Libra’s Enterprise Information Server (EIS), which automatically uploads plant transactions into the main office, and features a bi-directional interface with their accounting software. This allows single point-of-entry and accurate billing. The EIS also serves as a central database for all of HMI’s plants so that customer, job and product information is managed at the office by the people responsible for the data. In this way, invoicing errors are reduced and plant operators can concentrate on making quality mix, rather than acting as billing clerks.”
-

- Clean and well-organized, the cabinet in the control house shows everything has a place and everything is in its place. Asphalt General Manager Steve Fox spoke highly of Chief Electrician Dave Hane and the superb job of organizing this overwhelming task. “Dave Hane was the brains on the electrical end. He oversaw Response Electric.” Photo courtesy Steve Fox of Highway Materials Inc.
-

- This original equipment in the control room was removed before the new panels could be installed. Photo courtesy Steve Fox of Highway Materials Inc.
-

- These original wires were some of the 5,600 to be replaced or relanded during the new controls installation. Photo courtesy Steve Fox of Highway Materials Inc.
The HMI crew that pulled all of this together worked diligently through the 2015-2016 winter off-season to put the new configuration in place. They worked under the management of Fox, Hane and Berkenstock, who had the arduous task of tagging, labeling and relanding more than 5,600 wires.
“As with any project of this magnitude, Hane painstakingly worked through each function methodically and carefully to make sure all control functions were handled with the new system,” Meeker said. The electrical contractor, Response Electric, sent in Kevin Wilson and Ken Swain to work under Hane’s direction, working countless hours alongside Fox, Hane, Berkenstock and the rest of the Plymouth Meeting plant crew.
“Highway Materials now enjoys a state-of-the-art automation center that will serve them for years into the future with minimum maintenance,” Cardy shared.
Fox echoed these sentiments. “Basically, I got the best control for every portion of the plant. Now, if we lose a power supply, we don’t lose the whole plant.”
Berkenstock said they started running with the new system right on schedule March 7, 2016, with a commercial mix.
—
The Nine Producers
All nine of HMI’s asphalt plants are fully automated with a test lab for quality control and PennDOT approval. That’s no simple task; it takes commitment to quality. The plants also produce porous asphalt for pervious pavement applications, including parking lots and driveways for effective storm water management. That shows commitment to environmental sustainability.
Downington Asphalt
- Located at Boot Road & Quarry Road
- Accepts clean asphalt for recycle
- 5-ton Barber Greene plant rated at 320 TPH
Lititz Asphalt
- Located on Woodcrest Avenue
- Accepts clean asphalt for recycle
- McCarter batch plant rated at 300 TPH with 400 tons storage capacity
Malvern Asphalt
- Located on Route 29 north of Route 202
- Accepts clean asphalt for recycle
- 6-ton McCarter batch plant
- This location includes a specialties garage, an equipment garage and a design lab.
Nazareth Asphalt
- Located on Tatamy Road
- Accepts clean asphalt for recycle
- McCarter batch plant rated at 250 TPH
Perkiomenville Asphalt
- Located on Crusher Road off Route 29
- Accepts clean asphalt for recycle
- 5-ton Gencor plant
Plymouth Meeting Asphalt
- Located near the Blue Route, the Northeast Extension, the Pennsylvania Turnpike and the Schuylkill Expressway
- Accepts clean asphalt for recycle
- Hybrid Almix/Meeker dratch plant rated at 500 TPH with 900 tons storage capacity
St. Thomas Development
- This used to be the old Plymouth Meeting plant
- 6-ton McCarter plant
T.D.P.S. Materials
- CMI plant rated at 300 TPH
Wrightsville Asphalt
- Located in York County
- Accepts clean asphalt for recycle
- Astec Six-Pack plant rated at 350+ TPH