How to Get the Most out of Your Asphalt Pump
BY Michael Coburn and Jeff Petersen
The varying properties of asphalt make standard pumping technology ill-equipped to tackle the challenges asphalt poses. That’s why having the right pump is just the start. You must follow best practices and procedures to successfully handle asphalt. This article will review the proper procedures to process this challenging substance while getting the most out of your asphalt pump.
Asphalt comes in several variations, with each creating unique challenges for pumps. The most common—liquid asphalt cement (AC) for use in hot-mix asphalt (HMA)—is used heavily in paving projects. AC’s main challenge in the production process comes from temperature variations that can alter its viscosity, making it challenging for standard pumps to reliably process.
Emulsified asphalt—composed of a mixture of AC, an emulsifying agent (surfactant) and water—is prone to shearing. Pumps that handle it need extra internal clearances, the ability to operate at a reduced speed and, in some cases, be fitted with special idler-bushing lubrication methods.
Filled asphalt, also called coating asphalt, contains limestone or other abrasive particle concentrations of 60 to 70%, making them very abrasive. Pumps that process filled asphalt typically require hardened cast-iron or tungsten-carbide bushing sets, as well as a hardened case, head, rotor gear and idler gear to maximize pump life and increase productivity. The pump speed should also be reduced when handling this abrasive asphalt to optimize component life.
Jacketing for Optimal Efficiency
As we know, asphalt pumps must maintain specific thermal conditions to ensure proper functionality. That’s why heat distribution becomes essential, and this can be accomplished with jacketing.
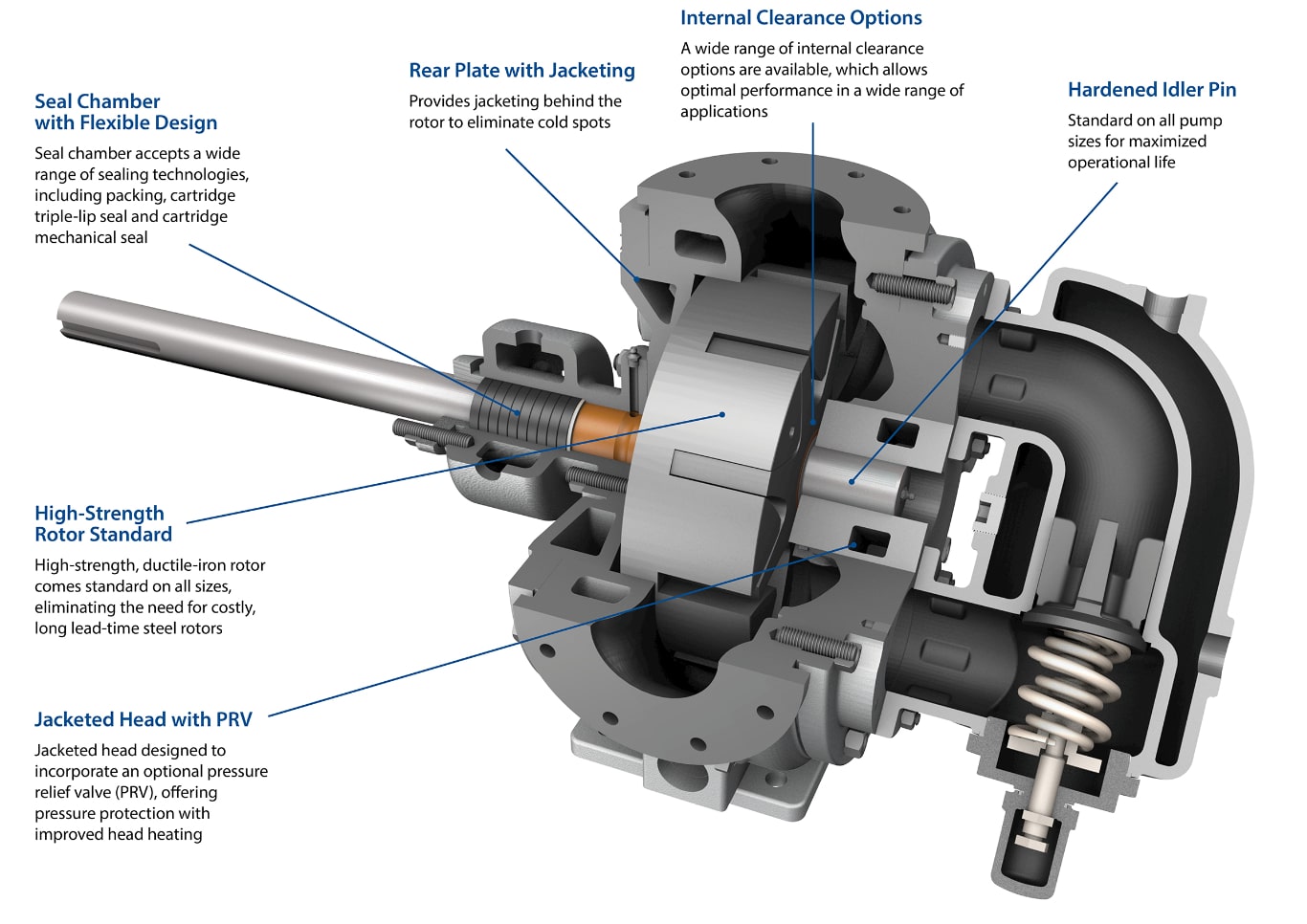
The key is identifying your problem areas or cold spots, which become problematic over time when handling asphalt. The most common cold spot on an asphalt pump is behind the rotor, as well as the rotor bearing sleeve. Neither spot transfers much asphalt, which also means they don’t retain heat. In other words, these are dead zones that should be a priority for jacketing.
The first area to jacket should be the rotor bearing sleeve, given its importance to the entire system. If the liquid asphalt becomes cold in that area, the substance could solidify and make it difficult for the pump to turn, or worse, damage the pump internals.
The area directly behind the rotor is similarly important. Many pumps do not have jacketing in this critical area and as a result, asphalt often solidifies here after the pump has cooled. Failure to heat this area will prevent the pump from starting properly and may cause damage or failure. After start-up, continuing to heat this critical area helps to maintain fluid temperature and viscosity in this specific area of the pump, ensuring the highest level of efficiency and performance. Neglecting the area behind the rotor and permitting cool asphalt to set will at minimum reduce efficiency and may result in damage to the pump.
In addition to heating the critical areas of the pump, upstream and downstream piping are also important. The piping typically has some type of heating applied to all or most of the piping (hot oil, steam or electric elements) as well as insulation to retain heat. Because the time required to completely heat the AC to a liquid state in the pipe is less than within the pump, the pump is often the last to come up to temperature unless additional jacketed areas on the pump are used. However, in the event a cooled slug of asphalt does break loose in the piping or pump, it can cause some type of blockage or restriction. This condition poses a challenge to the pump if it is on the discharge side, causing an increase in pressure, or on the inlet side, starving flow into the pump inlet. It will begin to soften as the hot asphalt flows past even if it is at a low flow. Once the cooled piece of AC is hot enough to mix with the liquid AC, the pump can operate in the most optimal conditions. A robust start-up procedure allowing both the pump and piping to come up to temperature, at which AC is completely liquid, is best to avoid these issues.
Jacketing becomes even more important when linking several pumps together—in parallel or a series—for asphalt applications. Both options require plumbing between the pumps, which automatically creates spots—the entry and exit points—prone to losing heat.
When linking pumps in series, there are a few considerations. The first is to identify the known cold spots—usually the area behind the rotor—and jacket them accordingly. You’ll also want to start your series run on the back side of the case, run it to the rotor bearing sleeve and then run it to the head and valve and finally to the hot oil supply. That’s one scenario designed to provide even heating throughout the series of pumps.
A parallel setup, while more difficult to establish, tends to provide better temperature uniformity throughout the entire pump rather than a gradient. While it’s not as common as a series setup, if it works for your application, it offers consistent temperatures throughout the pump.
Overall, jacketing the cold spots in an asphalt pump ensures that heat stays in the pump to keep the product at the proper temperature. This keeps the pump running optimally and efficiently. The more jacketing that you have, the more heat you can throw throughout the entire pump.
Start Up and Run Speed
The V2-423 pump from EnviroGear
Running a pump cold isn’t ideal in many applications, but especially not when it comes to processing asphalt. Operators want to have a heated pump when asphalt passes through. Otherwise, they run the risk of cooled asphalt bonding and sticking to the pump internals.
If you start a cold pump (one that has just returned from service or repair) without jacketing, you run the risk of the cold asphalt restricting flow in the pump and lines. Without proper heating, solidified asphalt restricts flow through the pump, which in turn increases the discharge pressure until the pump reaches steady state flow. This over-pressure condition is problematic especially for pumps without thrust control. Without thrust control, the over-pressure condition can cause the rotor to thrust axially, which may damage the rotor, idler gear or head. This ultimately leads to premature wear or damage and the need to repair or replace the pump.
Maintaining process temperature in the pump also ensures a lower viscosity for asphalt, which in turn allows the operator to run the pump at higher speeds. In a non-jacketed or inadequately jacketed pump, the loss of heat means the asphalt will cool down and solidify, limiting the ability to run at higher flow rates. Operators will need to remedy this by slowing the pump down to avoid damaging it. Slower pump speed results in lower efficiencies, loss of production, and likely results in lower profitability.
In a properly jacketed pump, an operator can run the pump at higher speeds because maintaining temperature keeps the asphalt at the proper viscosity. The asphalt can thus pass through the pump at increased flow rates without damaging the equipment. By optimizing jacketing to maintain temperatures within the pump, an operator can maximize the speed and flow of the pump while reducing maintenance and replacement costs.
Tsurumi America Launches New Website for Pumping Specialists
Internal Debate
The internal composition of your pump also plays a major role in its functionality in asphalt applications. The rotor is the driving pulse of the pump and must be specified appropriately for your application. Cast iron rotors are common, but conditions like abrasives and higher pressures may dictate the need for something more robust. While steel is strong and durable, it is also more costly than other materials that offer similar properties. Ductile iron offers comparable properties to steel, but with a lower price point. Ductile iron, like steel, can handle the changing composition and abrasive nature of asphalt without compromising its performance or durability. It also allows the handling of higher pressures and temperature conditions.
Ductile iron can be used across the pump, including the surface hardened case, the pump head, the rotor, idler and shaft. Regardless of asphalt type, ductile iron has the strength and integrity to handle it. It also ensures long pump life.
Another important consideration is internal clearances. Internal components endure significant stresses when pumping asphalt. With incorrect clearances, common failures can occur from the bushing, gear or shaft. Without the proper clearances or material composition, viscosity changes from temperature swings can cause asphalt to solidify in the pump or piping system, causing rotor gear-tooth failure.
Rebuild or Replace
Pumps can’t last forever, but their life can be extended depending on how well the operator takes care of them. Generally, routine maintenance remains the best option for getting the most out of your asphalt pump.
But as time goes on and performance begins to suffer, the choice tends to come down to two options – rebuild or replace. Typically, pressure loss serves as a prime indicator that something needs to be fixed on a pump. When a pump can’t build pressure and can’t make flow to overcome pressure losses, that’s usually a sign that it needs a rebuild.
Naturally, these pressure losses could come from several culprits, such as bushing wear, rotor wear and/or head wear. Of course, these things are unknown until an operator opens the pump to see what’s causing the problem. If it’s a component or two, then a rebuild makes the most economic sense.
An inspection, however, can also show that more than a few components will need to be replaced. A single bushing or seal repair won’t negate a replacement, but if more than two components are at fault, the price point begins to inch closer to purchasing a replacement.
While replacement of a pump will eventually occur, the best way to prevent it from happening prematurely is to keep asphalt pumps at the optimal temperature with jacketing while making sure to do the scheduled maintenance.
Asphalt can be a difficult substance to pump given the requirements to ensure smooth flow and pump longevity. Proper care and operation are the best practices to get the most out of your asphalt pump for at least a decade, if not longer.
Michael Coburn is the product manager for EnviroGear®. He can be reached at Michael.Coburn@psgdover.com. Jeff Petersen is the business development manager for EnviroGear in North America. He can be reached at Jeff.Petersen@psgdover.com.