Get Quality at the Plant
BY AsphaltPro Staff
For this issue that focuses on quality control/quality assurance (QC/QA), the product gallery this month dives into the plant components that help producers focus on quality control/quality assurance (QC/QA). To kick off the department, the team from MINDS Inc., headquartered in Kelowna, British Columbia, provided the following article regarding its plant software suite.
After years of effort, MINDS Inc., is seeing its innovative suite of software solutions enjoy growing success in the U.S. market. At the very beginning, we decided that our plant control systems needed to be perfect servants to plant operators, faithful and competent helpers that would take care of control tasks without overreaching, imposing on workflows or restricting what operators could do.
In other words, the system had to mold around the operator rather than asking the operator to mold himself around the system.
Assisting the operator, and making his life easier, could have cut him off from “feeling” the plant, and this led to the second key decision that guides the product-development ethos for our plant control systems: helping the operator stay connected to the physical plant.
Making asphalt is a physical and chemical process, and production control software shouldn’t take away from that. The electronic and computer interfaces between the operator and the process are just that: interfaces.
We believe that they should be minimized to make the underlying physical process stand out clearly. For example, when displaying a flow rate for a weighed conveyor belt, we display feet per minute for the speed and pounds per foot for the weight. If someone wants to check, it’s easy to zoom in on that belt, take a measurement of the speed with a tachometer, stop the belt, take a one-foot sample, and weigh it. That makes it easy to see that the product of pounds-per-foot x foot-per-minute = pounds-per-minute, which is flow rate.
lbs./ft. x ft./min = lbs./min (flow rate)
Obviously, stopping a conveyor belt to weigh a section of it is no longer a standard practice, but our approach illustrates the idea of sticking as closely as possible to the physical reality of the process and avoiding the use of opaque units, such as “points” or “pulses.”
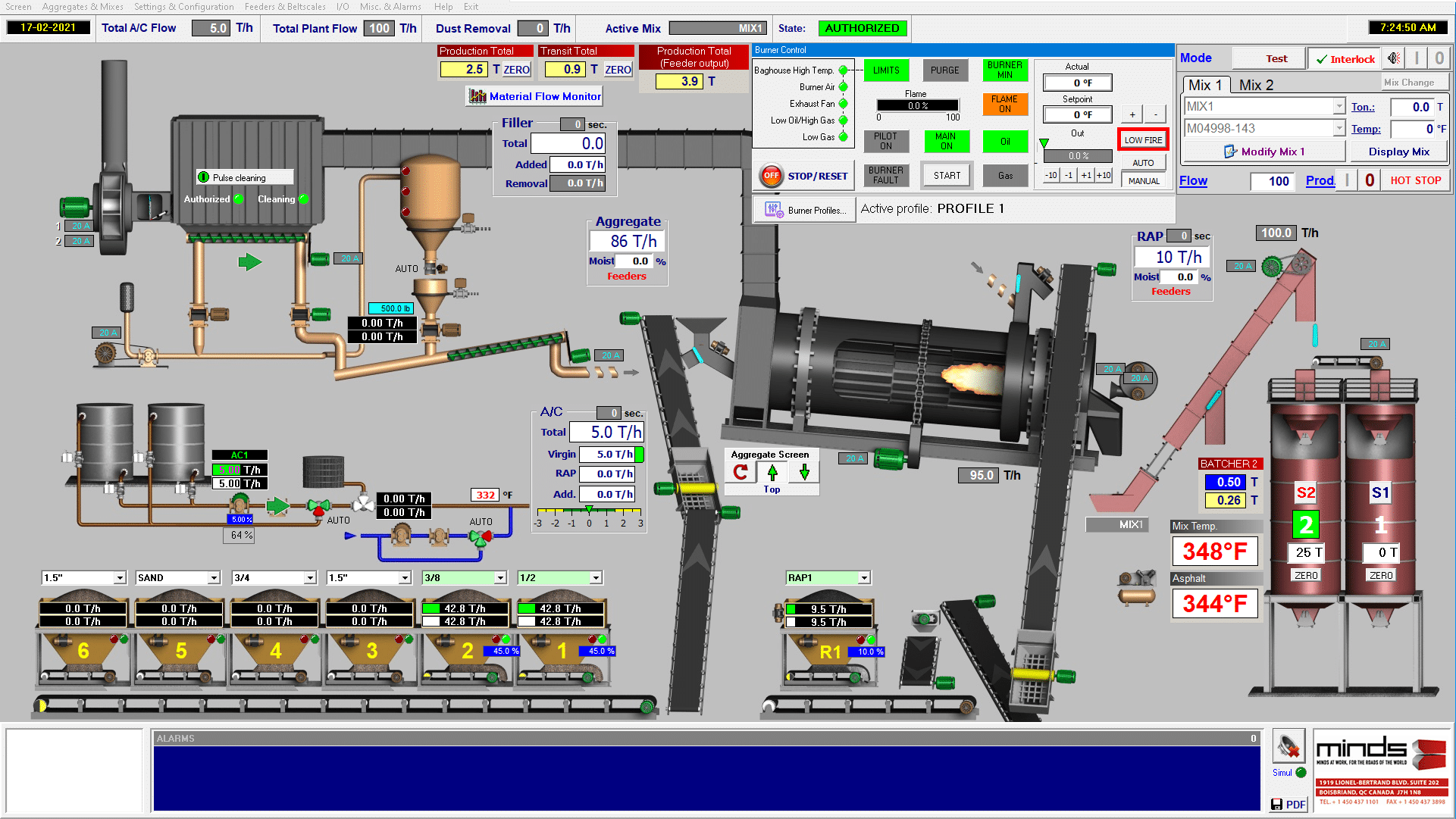
Another area that significantly helps the operator to stay connected to the physical plant is our choice of graphic representation. A MINDS system graphical signature offers a depiction of each plant’s actual look and configuration layout, which our team customizes for each client, to help plant operators more easily visualize their operation. This “more real than life” look is not just done for aesthetic purposes: it helps make the interface disappear.
Another aspect into which we put a lot of effort is to qualify the accuracy of the production process in real time using all redundant data as an early indication of drifts or upcoming problems. For example, we check that the ratio of the set-point voltage of the speed drives to the flow or speed of the controlled element remains within acceptable proportions that are established during the plant calibration. This is the prelude to the use of artificial intelligence, whereby the correlation of indirect indicators to the main sensors will be established during a learning phase and then systematically verified during production. All these techniques allow us to detect drifts symptomatic of potentially serious problems. The idea is that if the production process is accurate and working properly and the raw materials entering the process are as specified, then the output product is likely to be of good quality as well.
For more information, visit www.mindsusa.com.