Verify Instrument Readings
BY Clarence Richard
Verification is an important step in any process. It’s the law when it comes to Occupational Safety and Health Administration (OSHA) lockout/tagout and confined space procedures. You might not realize it, but you do it when crossing the street. You do it when you double-check your restaurant receipt. I do it when looking at instrumentation. When I can’t verify an instrument reading, I put it in my “to be verified” column. Let me share an example where verifying burner efficiency saved fuel, and then talk about verifying by cross checking measurements when weighing materials.
Verify Burner Info

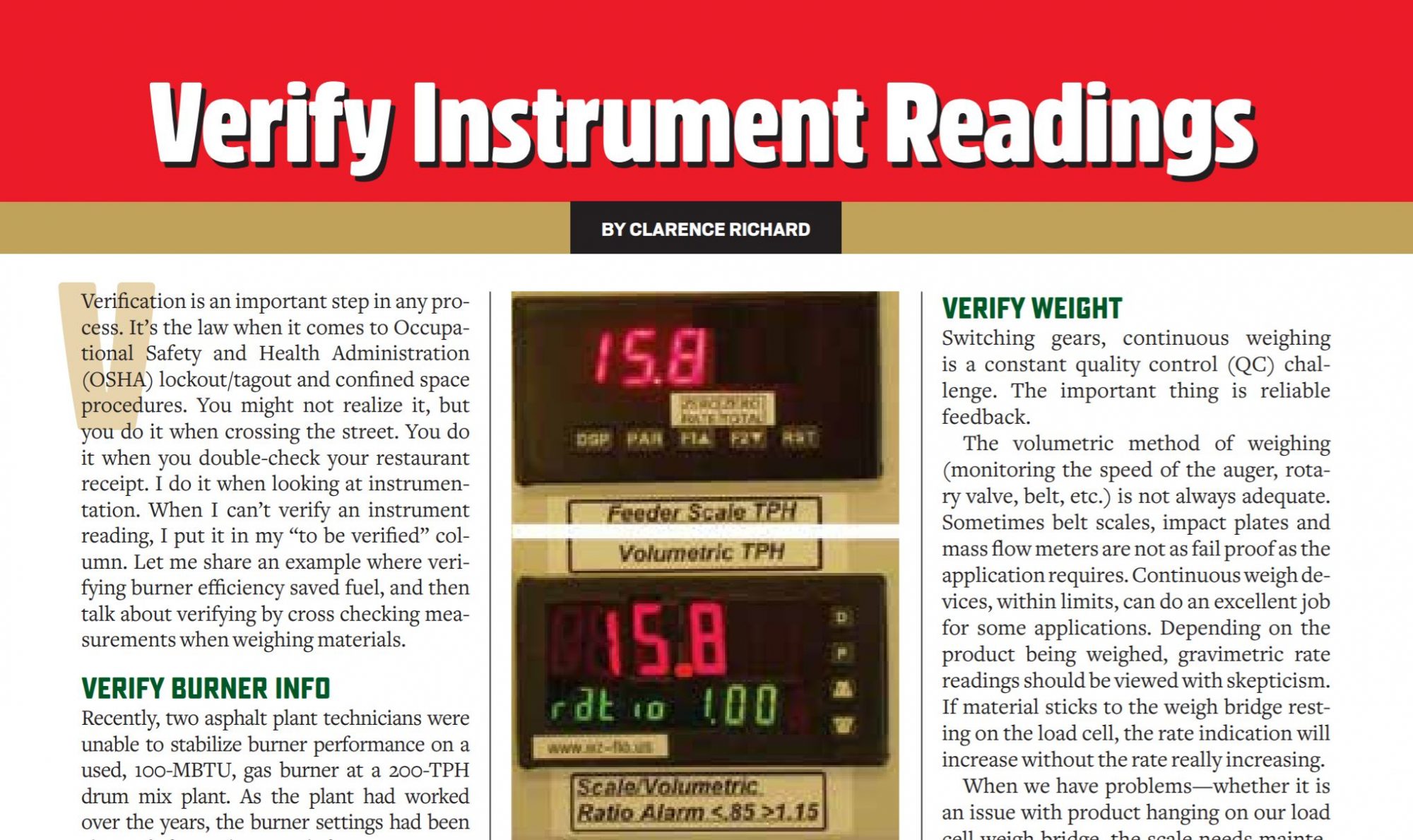
Indicators show material is flowing through smoothly and the scale is weighing appropriately.
Recently, two asphalt plant technicians were unable to stabilize burner performance on a used, 100-MBTU, gas burner at a 200-TPH drum mix plant. As the plant had worked over the years, the burner settings had been changed from the initial factory settings. When I arrived to consult with the team, we trusted in the settings, but needed to verify performance with a combustion analyzer.
I made suggestions to change the settings. The operator, manager and process engineer had trouble believing the new setting would work. Again, we trusted the setting and verified that the burner was performing well.
Running their continuous mix asphalt plant at 200 TPH usually would indicate a 30 percent firing rate. The new firing rate was only 20 percent. Their energy bill was now cut by a third. They further verified by asking: “Why is the material being heated to a temperature that required two-thirds the throttle required before?” In a nutshell, it’s oxygen.
Oxygen (O2) should run between 11 percent and 14 percent with CO under 250 parts per million (PPM). Previous burner technicians had adjusted the O2 to 17 percent, but we only need enough O2 for complete combustion. The standard practice is to introduce just enough Excess Air (EA) to insure complete combustion. The rate of 17 percent O2 allows much more air to go through the process than if we slow down the air flow to 14 percent O2. At 17 percent, we are heating volumes of air pouring out the stack at 200 degrees F. Furthermore, all of that cold EA coming in cools the aggregate we want to heat and dry, resulting in additional fuel use and cost.
Verify Weight

Indicators show the bin is partially bridging because the speed picked up to compensate for less material flowing per cubic foot. The same symptoms apply when material becomes less dense.
Switching gears, continuous weighing is a constant quality control (QC) challenge. The important thing is reliable feedback.
The volumetric method of weighing (monitoring the speed of the auger, rotary valve, belt, etc.) is not always adequate. Sometimes belt scales, impact plates and mass flow meters are not as fail proof as the application requires. Continuous weigh devices, within limits, can do an excellent job for some applications. Depending on the product being weighed, gravimetric rate readings should be viewed with skepticism. If material sticks to the weigh bridge resting on the load cell, the rate indication will increase without the rate really increasing.
When we have problems—whether it is an issue with product hanging on our load cell weigh bridge, the scale needs maintenance, or we are assuming volumetrically—we find neither the volumetric nor the gravimetric method is working for us. In this case, cross checking one against the other can raise red flags or reassure us that the process is being measured and controlled to specifications. Volumetric measuring does not work when your bin runs empty or when bridging occurs. It may not work well enough if your product density changes, such as with pulverized recycled asphalt shingles.
When volumetric alone does not get the job done, the combination of cross checking gravimetric with volumetric may cause many red flags as your process is continuously running. Compare a volumetric indicator with a gravimetric indicator. When calibrated, they should read nearly the same. When the readings are not nearly the same, taking actions like cleaning the weigh bridge, filling the bin, clearing a rock from a belt scale or mass flow meter or impact plate, or stopping the process may be required. The point is to trust, but verify information you read from the instrumentation.
Clarence Richard is controls engineer, EZ- Flo Scales and Controls, Minnetonka, Minnesota. For more information, contact him at (952) 939-6000 or visit www.ez-flo.us.