The State of Flat and Elongated Aggregate Requirements for SMA
BY Don Watson
How cubical do the aggregate particles used in Stone Matrix Asphalt (SMA) need to be to achieve acceptable performance? European specifications require SMA aggregates to have no more than 30 percent Los Angeles (L.A.) abrasion loss (AASHTO T96) and no more than 20 percent flat and elongated (F&E) particles when measured at a 3:1 ratio of length to maximum thickness (ASTM D 4791). However, these strict aggregate requirements were developed for use in Europe due to degradation issues with the use of studded tires for winter travel, and may not be necessary for most agencies in the United States.
The production of SMA aggregate is believed to cost approximately twice that of conventional aggregate production. In some cases, quarry managers have decided that it is not cost-effective to produce the aggregate that meets the cubical stone requirements. This has resulted in limited availability of SMA stone in some areas of the country. Therefore, it is essential to determine whether the need for such high quality aggregate products are necessary for satisfactory SMA performance.
Materials engineers generally believe that flat and elongated aggregates will result in unsatisfactory performance compared to more cubical stone because the elongated particles will break down during construction. The fractured particles will expose two uncoated faces that may lead to early stripping, raveling and fatigue cracking. But, a limited study conducted by the National Center for Asphalt Technology showed that fatigue resistance characterized with AASHTO T321 actually improved as the percent of F&E particles increased.1 A lab study by Oduroh found that increases of up to 40 percent 3:1 particles did not adversely affect performance of Superpave mixes.2
Another concern with F&E aggregate is that the particles will become re-oriented due to the kneading action of traffic and result in rutting issues. To evaluate this concern, the Georgia Department of Transportation (GDOT) placed a test section on the accelerated loading test track at NCAT in 2009. The coarse aggregate for the SMA mix had 28 percent F&E particles measured at the 3:1 ratio using the GDOT test procedure. GDOT uses average thickness to determine F&E rather than the maximum thickness, which makes the requirements even more stringent than when the ASTM procedure is used. At the end of two years of loading, with over 10 million Equivalent Single Axle Loads (ESALs), total rutting was less than 3/16 inch (5 mm). The only apparent rutting was due to consolidation at the initial onset of trafficking.
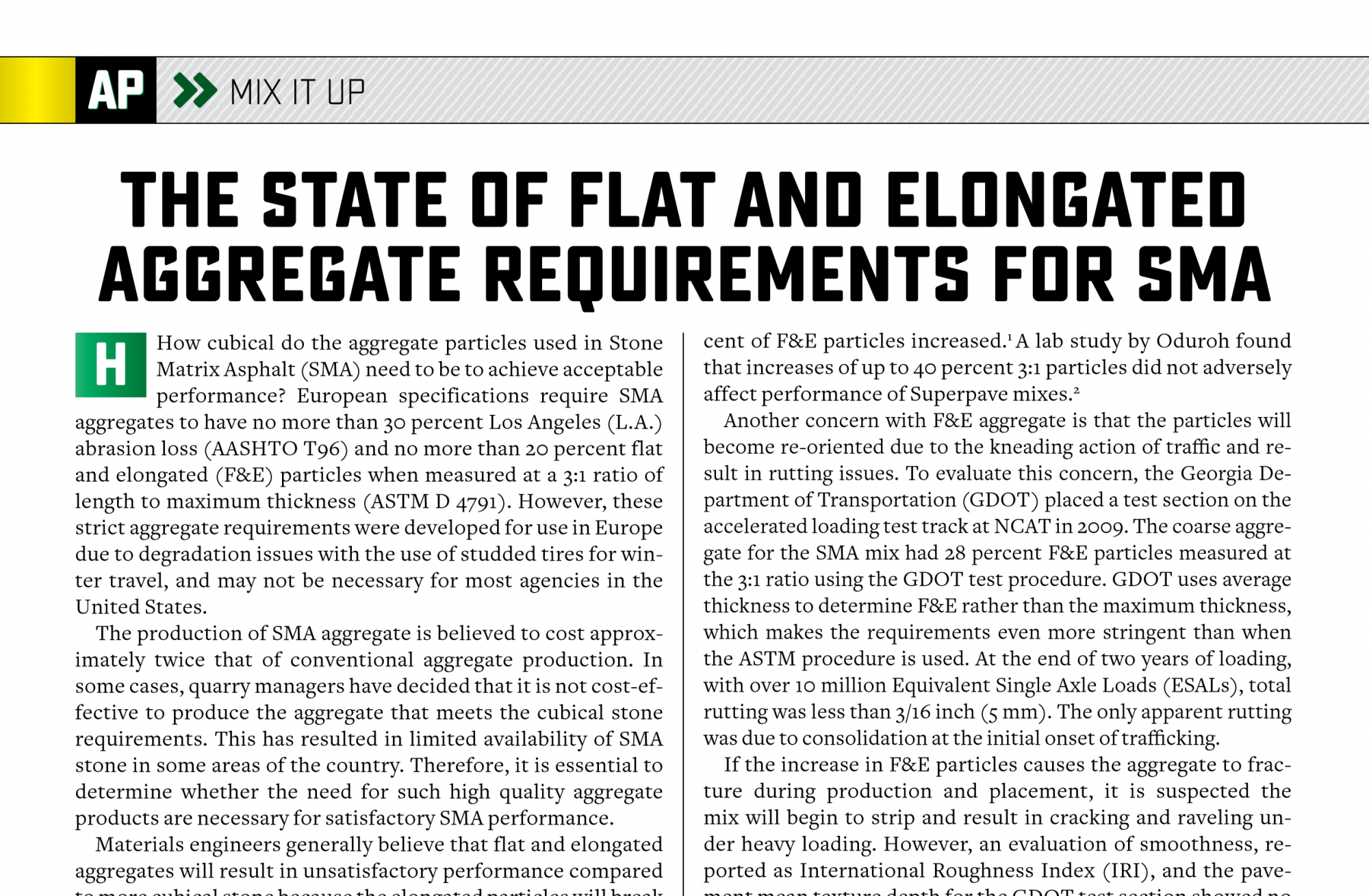
If the increase in F&E particles causes the aggregate to fracture during production and placement, it is suspected the mix will begin to strip and result in cracking and raveling under heavy loading. However, an evaluation of smoothness, reported as International Roughness Index (IRI), and the pavement mean texture depth for the GDOT test section showed no change over the two years of heavy truck loading (See Figure 1). There was also no measured cracking on the test section. The test track section showed that an SMA mix consisting of aggregate with up to 28 percent F&E performed well in rutting resistance, cracking resistance and resistance to raveling.
A recent study was completed for GDOT (NCAT Report 17-03R) in which SMA mixes designed with different percentages of F&E aggregate particles were evaluated to determine how critical this aggregate property is to performance of SMA mixes. Aggregates were obtained from three sources that produce both specially crushed aggregate for SMA production with F&E values ranging from 15 to 20 percent as well as aggregate for conventional asphalt mixes with F&E values ranging from 19 to 30 percent.
Two additional sources of aggregate with F&E aggregate particles ranging from 21 to 44 percent, using the GDOT F&E test procedure, were also used for comparing mix design and performance testing. All aggregate materials met the standard 10 percent maximum F&E based on the 5:1 ratio that is used for conventional asphalt mixes.
For each of the aggregates selected, SMA mix designs were conducted and performance was evaluated for Cantabro loss (for cohesion and resistance to raveling) using AASHTO TP108, rutting with the Asphalt Pavement Analyzer (APA) using GDT 115 (which is similar to AASHTO T340), and moisture susceptibility. All mixes used 1.0 percent hydrated lime as an anti-strip agent as required by GDOT. APA rut testing was conducted at 64 degrees Celsius with a 100-pound vertical load and 100-psi hose pressure for 8,000 cycles. The APA test results were used to compare the relative rutting susceptibility of the mix designs as related to the percent F&E aggregate.
Moisture susceptibility testing was conducted according to GDT 66 test procedure. This procedure is similar to AASHTO T283 with three exceptions:
- The vacuum saturation period is for 30 minutes and a certain saturation level is not required;
- After 24 hours in a hot water bath, samples are placed in a refrigerator at 55° ±3.6°F for three hours before testing; and
- The test loading rate is 0.065 in/min.
SMA mix designs from three aggregate sources that provide both SMA and non-SMA aggregate were prepared. In addition, SMA designs were performed using aggregate from two quarries that do not meet the current requirements for SMA stone.
Cantabro Results
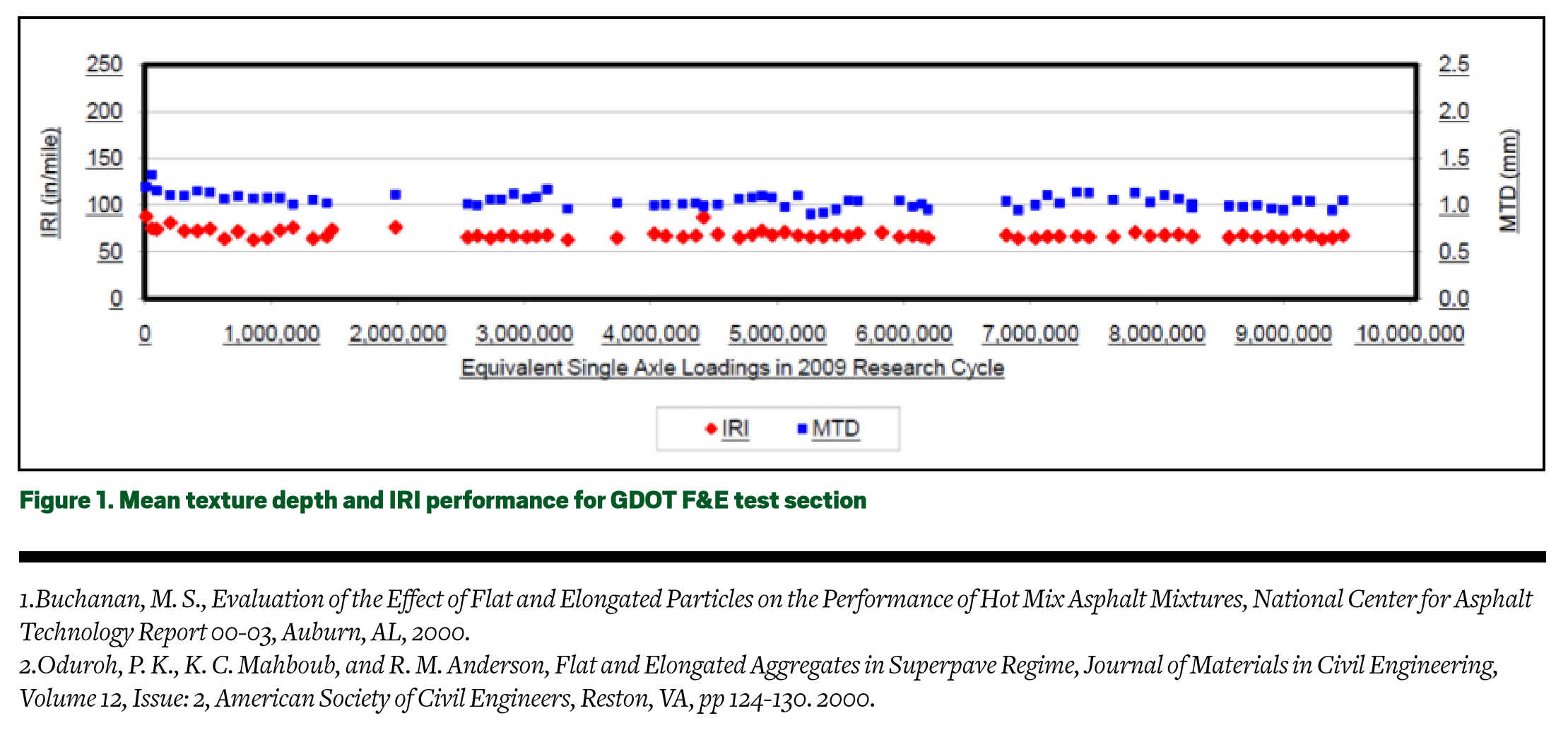
The Cantabro test, AASHTO TP 108-14, is used to evaluate the cohesiveness and resistance to raveling of asphalt mixes. The procedure requires placing individual compacted samples into an L.A. abrasion machine at 77° ±2°F and then rotating the drum for 300 revolutions at 30 to 33 rpm. The steel balls normally used in the abrasion procedure are omitted for the Cantabro test. After the test is completed, the amount of stone loss is determined by comparing the difference in the original and final mass. The results from this study show that all samples had relatively little stone loss (See Figure 2). There is no specific maximum value of Cantabro stone loss for SMA mixes, but the maximum acceptable value for open-graded friction courses is typically 20 percent. The two sources with the highest F&E values (sources D and E) had the lowest Cantabro loss.
Rutting Susceptibility
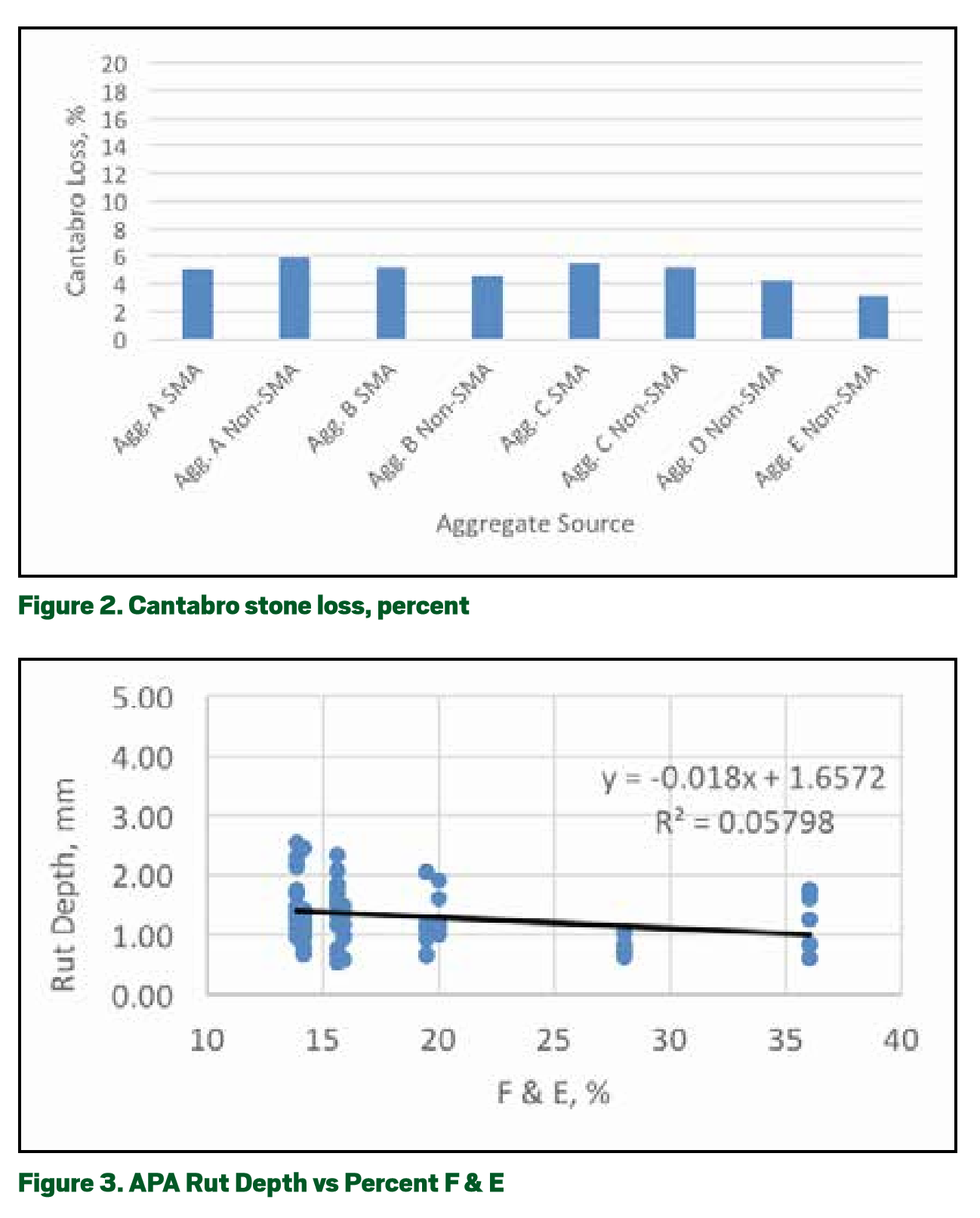 Resistance to rutting was evaluated with the APA rut test performed according to GDT 115. Samples are prepared at 75 mm height with a target of 5 percent air voids. The acceptable rutting threshold is a maximum rut depth of 5 mm after 8,000 cycles. All results were well within the 5-mm limit (See Figure 3) and a comparison shows that there is no significant relationship between rut depth and percent F&E (R2 = 0.06). As shown in Figure 3, there is a slight trend that rut depth decreases as the percent F&E increases, but the small differences may be due to testing variability.
Resistance to rutting was evaluated with the APA rut test performed according to GDT 115. Samples are prepared at 75 mm height with a target of 5 percent air voids. The acceptable rutting threshold is a maximum rut depth of 5 mm after 8,000 cycles. All results were well within the 5-mm limit (See Figure 3) and a comparison shows that there is no significant relationship between rut depth and percent F&E (R2 = 0.06). As shown in Figure 3, there is a slight trend that rut depth decreases as the percent F&E increases, but the small differences may be due to testing variability.
Moisture Susceptibility
One concern regarding F&E particles is that they may be detrimental to performance due to a potential for stripping. It has been suspected that F&E particles are more easily broken than cubical particles during production, placement and compaction. Some agencies do not allow vibratory compactors to be used during the compaction process of SMA mixes for this reason. When aggregate particles are broken during construction, it not only changes the gradation, but also exposes two uncoated faces of aggregate particles. The fractured, uncoated particles will make it easier for moisture to penetrate the particle and initiate stripping of the asphalt film.
The moisture susceptibility of mixes produced with low and high F&E properties was determined based on GDT 66. GDOT requires a minimum tensile strength ratio (TSR) of 80 percent after conditioned samples have been vacuum saturated, subjected to a freeze/thaw cycle, and conditioned in a hot water bath. The freeze-thaw cycle is an accelerated procedure to simulate several years of environmental conditioning.
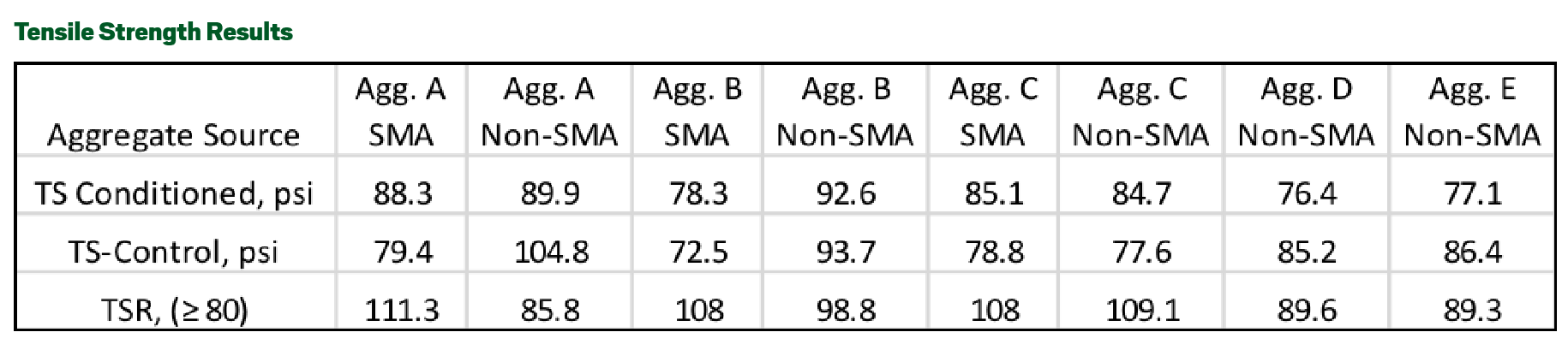
A statistical evaluation of results showed that there was a significant difference in control (unconditioned) tensile strength but not for conditioned strength or TSR values. However, the control strengths were typically higher for the non-SMA stone mixes. This also explains why the three non-SMA sources with the highest F&E aggregate particles had the lowest TSR values. These results, shown in Table 1, “Tensile Strength Results,” indicate that the tensile strength of SMA mixes is not adversely affected by aggregate F&E values. Similar results were reported in NCHRP 425 which showed that F&E variations had no effect on moisture susceptibility.
Conclusions
 Conclusions from this research are based on the aggregate type and sources used in this study. It did not include sources with a combination of both high F&E and high L. A. abrasion loss.
Conclusions from this research are based on the aggregate type and sources used in this study. It did not include sources with a combination of both high F&E and high L. A. abrasion loss.
- All mixes exhibited resistance to raveling with Cantabro loss being considerably less than 20 percent. Cantabro loss was lowest for mixes with highest F&E.
- There is no significant relationship between rut depth and percent F&E particles. All rutting values for both SMA and non-SMA stone were well within the 5-mm tolerance specified.
- Non-SMA aggregates had higher control tensile strengths when testing for moisture susceptibility. Conditioned strength was lower for the high F&E aggregate sources but the differences were not significant. Generally, the moisture susceptibility of SMA mixes is not adversely affected by aggregate F&E values.
- As long as mix volumetric and performance criteria are met, the aggregate quality requirements used for Superpave and conventional asphalt mixes should be acceptable for aggregate quality requirements of SMA mixes. Aggregates used in this study meeting the 5:1 ratio requirements for F&E performed as well, or better, than aggregates meeting the SMA 3:1 ratio requirements.
 Don Watson is the Lead Research Engineer at the National Center for Asphalt Technology, Auburn, Alabama. For more information, contact him at watsode@auburn.edu.
Don Watson is the Lead Research Engineer at the National Center for Asphalt Technology, Auburn, Alabama. For more information, contact him at watsode@auburn.edu.
Footnotes
1. Buchanan, M. S., Evaluation of the Effect of Flat and Elongated Particles on the Performance of Hot Mix Asphalt Mixtures, National Center for Asphalt Technology Report 00-03, Auburn, AL, 2000.
2. Oduroh, P. K., K. C. Mahboub, and R. M. Anderson, Flat and Elongated Aggregates in Superpave Regime, Journal of Materials in Civil Engineering, Volume 12, Issue: 2, American Society of Civil Engineers, Reston, VA, pp 124-130. 2000.
3. Brown, E. R., and L. A. Cooley, Jr., Designing Stone Matrix Asphalt Mixtures for Rut-Resistant Pavements, NCHRP Report 425, Transportation Research Board/ National Research Council, Washington, D.C., 1999.