Produce Consistent Gyratory Specimens
BY Pine Test Equipment
The financial well-being and the reputation of your company rides on every load of asphalt that goes out the gate. Every plant operator intends to ship good quality mix every time, but how can he be sure? How can he confidently state that each load meets the requirement?
Build confidence in what test data says by generating consistent test results. High variability in test results gives one pause in interpreting the meaning of those results. The data says the mix meets the specification, but you could have a false positive. The results could indicate the material is out of spec. Adjustments may need to be made at the plant.
Consistent test results over time lead to confidence, acceptance of good results and confident corrective action when the data says it is needed.
If you want to reduce the variability of your gyratory specimen test results, you must improve the uniformity of the asphalt specimens you produce. Here are a few basic tips for compacting better asphalt specimens.
Handle with Care
Exercise care to prevent segregation when placing asphalt into a mold for compaction. Segregation leads to non-uniform asphalt specimens. A common method for filling a mold is to use a funnel, but there are better ways that prevent the segregation that occurs when materials fall freely through a funnel.
- Place the hot asphalt in a half round of PVC pipe. Lay the mold on its side. Slide the loaded PVC pipe into the mold. Then stand the mold upright causing the material to fall as a mass into the mold.
- Place hot asphalt on a flexible sheet of Teflon™ material that can be rolled into a tube with a diameter of 150 mm or less. Lay the mold on its side. Slide the rolled “tube” into the mold. Then discharge the material into the mold by standing the mold upright.
Be Consistent
Always use the same brand of non-glossy paper disks. Multiple studies have shown that paper disks with different surface textures and thicknesses will generate different specimen densities. Producing your own paper disks from random paper stock adds variability, which leads to inconsistencies and has been proven to be unsuccessful.
Monitor the Wear
Monitor your mold and end plate wear and strive to keep all your mold assemblies consistent in size to produce consistent specimens. This provides for a minimum clearance between the end plate and the mold surface of 0.15 mm and a maximum clearance of 0.70 mm. If you had one mold/end plate assembly at the minimum and another at the maximum, you could expect to see a difference in bulk specific gravity of 0.020 per millimeter of difference.
Angle It
Ensure that your gyratory compactor is operating at an internal angle of 1.16° ±0.02° as specified by AASHTO T312. A low angle of gyration leads to less compaction and higher air voids. A 0.1° drop in the angle of gyration lowers the bulk specific gravity of an asphalt specimen by 0.010 to 0.015.
- Get your gyratory compactor standardized annually by a qualified technician with properly calibrated equipment to measure internal angle of gyration.
- Clean molds and end plates after each specimen. Debris and binder buildup on mold end plate surfaces and on critical mold contact points can alter the angle of gyration applied to the specimen. Clean a mold with heavy asphalt residue by warming the mold to 140°F (60°C) and applying a solvent. WD-40 works well as a solvent and leaves a residual coating that inhibits corrosion. Do not use an ignition oven to remove binder reside from the mold. High heat will deform the mold making it unusable and unrepairable.
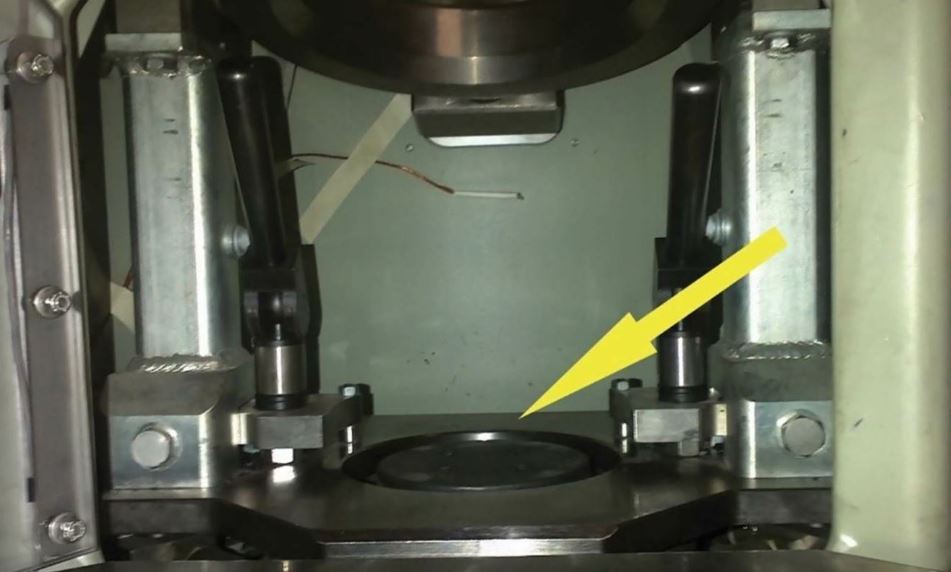
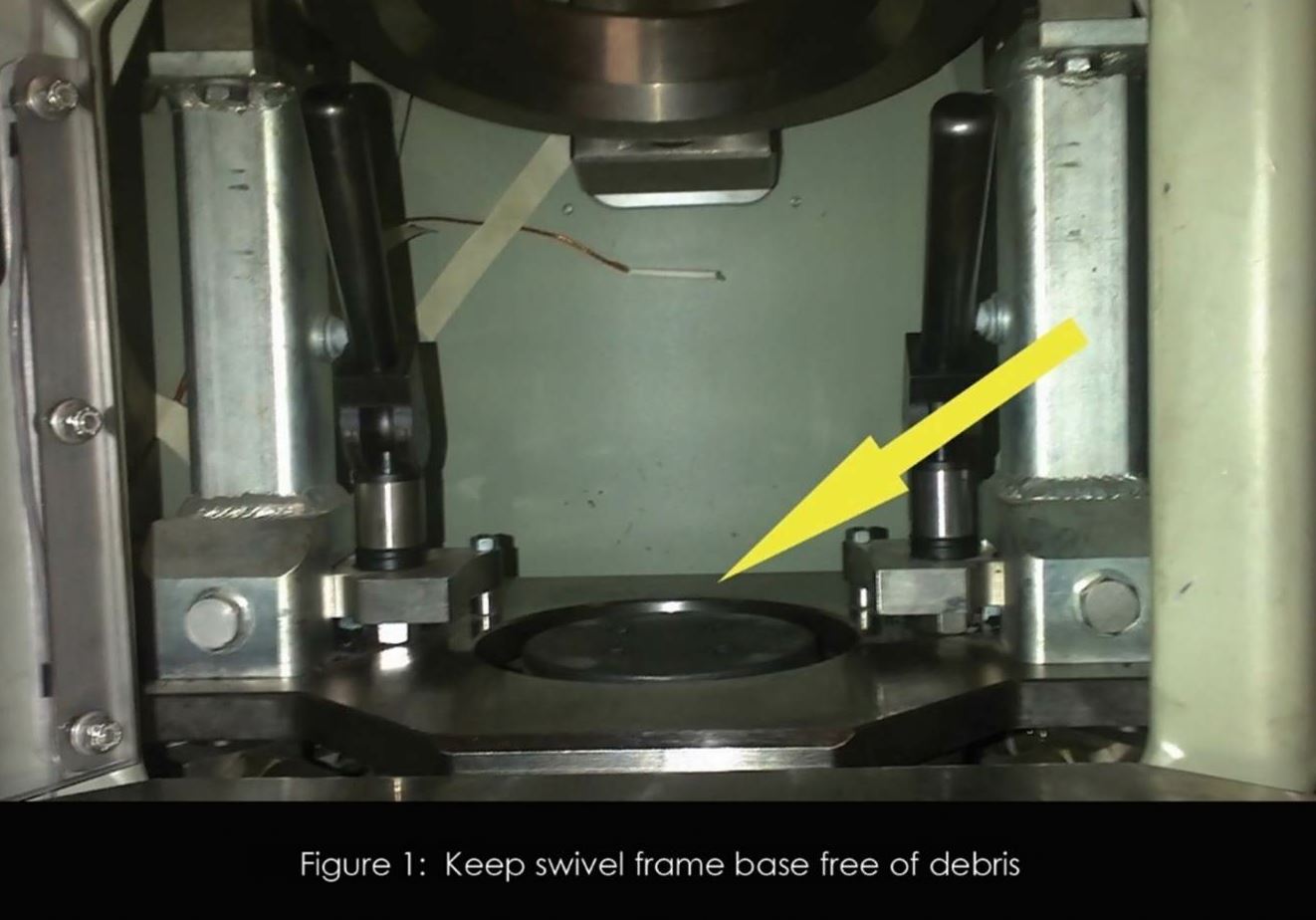
- Clean the ram foot carefully before each use. Debris between the ram foot and base plate will tilt the base plate, which will affect the angle of gyration applied to the asphalt. See Figure 1.
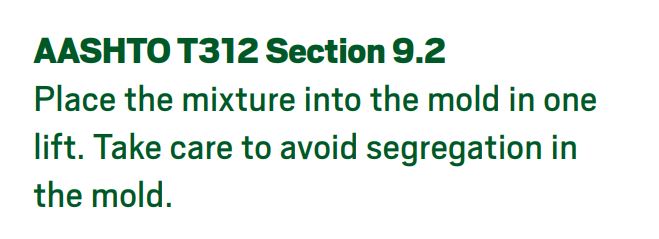
- Use end plates with pockets on the side that faces away from the asphalt. The pockets provide relief space for excess lubricant and debris so that it does not affect the angle of the plate and thus the internal angle of gyration. If you have pocketless plates, pockets can be milled into existing plates. See Figure 2.
- Maintain a clean compaction chamber. Debris between the mold and the surface on which it sits can affect the angle of gyration. WD-40 is an effective cleaning agent to remove asphalt residue. See Figure 1.

Pressure Matters
Ensure your gyratory compactor is operating at 600 ±18 kPa as specified by AASHTO T312 Section 4.1. A low compaction pressure leads to less compaction and higher air voids. A 10 kPa decrease in compaction pressure lowers the bulk specific gravity by 0.002 to 0.004.

- Get your gyratory compactor standardized annually by a qualified technician with properly calibrated equipment to measure force.
- Clean mold and end plates after each use. A buildup of binder residue can cause the end plates to bind with the mold during compaction, which may reduce the pressure imparted to the asphalt. WD-40 is an effective cleaner. Do not heat your molds and end plates in an oven to burn off the asphalt. High heat may cause them to deform.
- Clean the mold clamp assembly after each specimen. The mold clamps hold the mold in position during compaction. An improperly positioned mold may cause the ram foot to bind with the mold wall reducing the compaction energy imparted to the asphalt. See Figure 3.
Orient
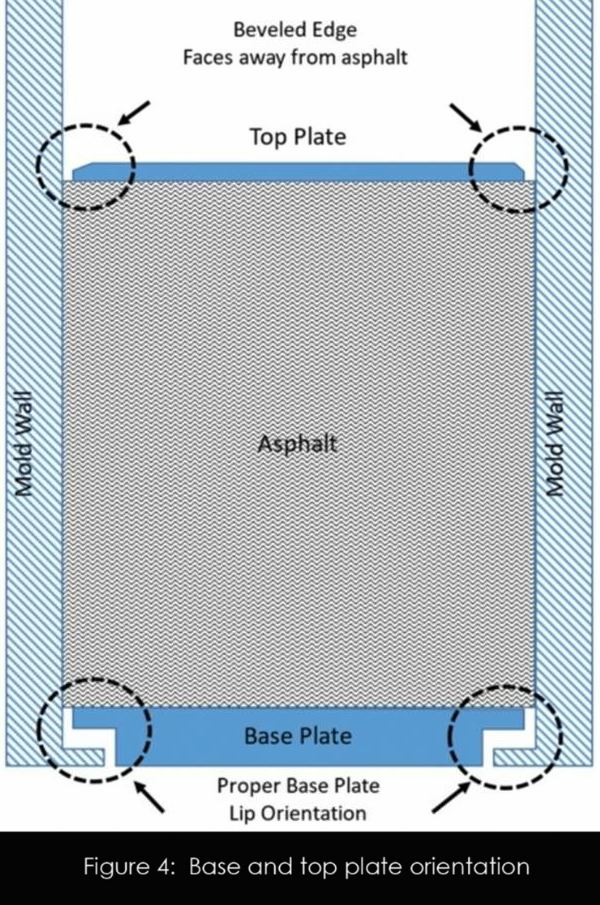
Properly orient end plates in the mold. The base plates for the Pine 125X, G1, and G2 have lips that rest on a ledge at the bottom of the mold. An upside down end plate will lead to density differences if you are compacting to height. Top plates for the Pine 125X and GB1 have a beveled edge designed to face away from the asphalt material. Installing the top plate upside down may cause binding between the end plate and the mold that could affect compaction. See Figure 4.
Lube it Right
Lubricate your machine according to the guidelines provided in the operation manual. Too little and too much lubrication can negatively impact the performance of your machine, which could affect specimen density.
Be Confident
By adhering to these simple practices, you effectively improve the uniformity of the asphalt specimen for testing, which by and large will reduce variability. Consistent test results over time provide confidence in the material.
Shipping good asphalt mix often starts with the basics. Handle the asphalt with care, be consistent with consumables, be mindful of mold and endplate wear, operate at the proper internal angle and compaction pressure, be sure end plates are properly oriented in the mold, and be careful when lubricating your machine. These simple practices will improve uniformity, reduce variability and instill confidence in asphalt mix.