OMI Industries (OMI), Palatine, Illinois, has added a new series of products to its industrial asphalt mix. The latest 1300 series is designed to provide manufacturers and contractors with an improved response to strong odors associated with operations.
Over the last five years, the Ecosorb 1300 series has undergone extensive testing on asphalt cement blends. It is through research and development that OMI identified new asphalt mix odor profile trends and crafted this latest line of products to offer a broader spectrum of odor control in the asphalt and petrochemical industries.
The 1300 series distinguishes itself by incorporating plant oils to address hundreds of odor-generating compounds such as hydrogen sulfide and mercaptans. The new formulations are blended into hot mixes or distributed in the air vapor phase systems to neutralize airborne chemical compounds that cause offensive odors.
The 1300 series offers two primary use formats:
Oil-based additive—1300A is directly added to oil-based substances. Incorporating plant oils and a scavenger to reduce sulfur containing compounds to influence odor control in both liquid and vapor phases. At 20C, it has a specific gravity of about 0.94 and a colorless to amber appearance.
Water-based additive—1306 is tailored for use in Ecosorb vapor and atomization systems to manage airborne odors. It can be strategically applied in exhausts or through ducting where unpleasant odors are escaping. At 20C, it has a specific gravity of about 1.00 and a milky white appearance with a pH of 4.0-8.5.
To treat asphalt cement additive, oils and their derivatives with the oil-based 1300A, add 100-1,000 ppm (which is ½ to 5 gallons per 20 tons of asphalt cement) of Ecosorb additive during a transfer process such as terminal storage tank to truck or truck to hot-mix asphalt plant tank. This addition can be done via in-line dosing with the Ecosorb additive injection system or by adding the Ecosorb additive to the transfer hose before beginning the transfer.
For airborne treatment using the water-based 1306, you can use the VPS equipment. Connect the drum or tote to your Ecosorb VPS machine and set the gallon/day rate at the value directed by your Ecosorb salesperson or start at ½ of the capacity of your system. After treating for two hours, review your odor situation and adjust the set-point as needed. Alternatively, you could use the air atomization method. Dilute or set dilution of the 1306 between 25:1 and 100:1 with water. After treating for two hours, check the odor condition and adjust your dilution accordingly.
Store the product in a well-ventilated, cool area, away from direct sunlight, heat sources, strong acids and oxidizing agents at temperatures between 40-85F.
Increase RAP with Astec ReMix CCPR System
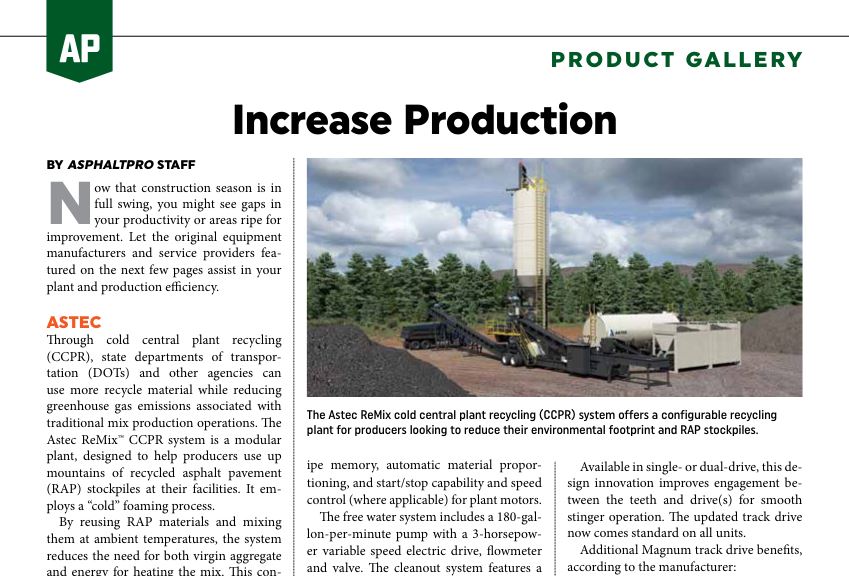
The Astec ReMix cold central plant recycling (CCPR) system offers a configurable recycling plant for producers looking to reduce their environmental footprint and RAP stockpiles.
Through cold central plant recycling (CCPR), state departments of transportation (DOTs) and other agencies can use more recycle material while reducing greenhouse gas emissions associated with traditional mix production operations. The Astec ReMix™ CCPR system is a modular plant, designed to help producers use up mountains of recycled asphalt pavement (RAP) stockpiles at their facilities. It employs a “cold” foaming process.
By reusing RAP materials and mixing them at ambient temperatures, the system reduces the need for both virgin aggregate and energy for heating the mix. This conserves both natural resources and lowers carbon emissions.
The Astec ReMix system has a nominal production rate of 300 tons per hour production. It offers a range of modular configurations. From highly portable setups to maximum production configurations capable of handling large-scale road construction, the Astec ReMix CCPR provides producers with options.
The system comprises the following components:
A core load with a trailer chassis;
300 TPH pugmill;
Feed conveyor;
Controls system;
Water line connection;
Shore power connection;
Water pump and metering system; and
Either a foamed asphalt injection system or an asphalt emulsion injection system.
The system features an intuitive user interface to enhance productivity and reduce the learning curve for operators. The touchscreen and controls are located on a panel at ground level and offer real-time trending and diagnostics. The controls include recipe memory, automatic material proportioning, and start/stop capability and speed control (where applicable) for plant motors.
The free water system includes a 180-gallon-per-minute pump with a 3-horsepower variable speed electric drive, flowmeter and valve. The cleanout system features a 2-gallon-per-minute cleaner pump, 10-gallon spray bar recirculating cleaner system and 5-gallon water line cleaner system. The pugmill is a twin-shaft design mixing box with AR steel liners featuring an electric motor with v-belt driven gear reducer.
The first two units are in testing with producers and the design is available for purchase.
For more information, visit astecindustries.com.
Russell Standard Expands with Terminal in Seaford, Delaware
ICP Group’s facility in Seaford was the only asphalt and emulsion terminal in Delaware. After hearing the facility was for sale, Russell Standard President and CEO Matt Johnson and his team jumped in to negotiate its purchase. Photos courtesy of Russell Standard
Matt Johnson is the president and CEO of Russell Standard, a company that provides asphalt materials, road preservation treatments and industrial asphalt solutions for the Mid-Atlantic region. Since taking the helm in 2004, he’s made it his mission to strengthen the company’s well-earned reputation for quality, partnership and innovation. His work these days focuses on getting the company back to its roots with innovation in the asphalt and paving materials departments, gearing these materials toward preventive maintenance.
“Many contractors in [Delaware] were driving to Maryland, Pennsylvania or New Jersey to pick up material. [Russell Standard’s lease of operations] will dramatically cut down on transportation costs by having a location in the state they can get the same material from. And the DOT was already having materials delivered from there. So, it’s really the local contractors that will benefit.”—Matt Johnson
See, Johnson is no outsider. He’s spent most of his life around or working in the business. Now, as CEO, he’s using his talents to refocus the company. This is a story about family, business, and the desire to establish one’s legacy after three generations of success in the paving industry.
Matt Johnson is the fourth generation of the family to lead Russell Standard. Back when he was just five years old, he was riding along with his father, Jim, to attend to business. As a teen, he helped maintain the grounds around the plants and worked on the paving crews into college. “Growing up as a kid, it was always cool to be around the equipment and that continued until I was in college,” he said. “Once I was old enough to be in the field, I started working on the road crews. It was so cool to finally work with all the equipment, see the material go down, and know I was helping to build something lasting.”
Lessons in Life, and Business
Founded in 1929, Russell Standard has remained a family-owned business dedicated to quality and advancing the asphalt materials space. Building on the company’s nearly 100-year legacy, Johnson represents the 4th generation of his family to lead the business.
His great-grandfather, Niles Russell, established the Tri-State Culvert Company in Pittsburgh just before the Great Depression. The company sold drainage products, trucks and construction equipment. Later, Russell would expand into coal trucking, a retail coal business and a successful topsoil supply operation.
During World War II years, Russell Standard became a major supplier of liquid asphalt for the road construction industry. Over the years, the company would expand its footprint with hot-mix asphalt (HMA) plants throughout Pennsylvania. Russell also directed the expansion into the company’s first emulsion plant in Mercer, Pennsylvania, in the early 1970s.
This is when Russell’s son, Ed Russell, continued a steady focus on paving and materials.
Next, Matt Johnson’s father, Jim Johnson, expanded the paving operations while adding a second emulsion plant in Chambersburg and a facility in Akron, Ohio. He also put his stamp on things by repositioning the firm as the go-to contractor for paving.
Matt Johnson has been in the business since he began riding along with his dad when he was five years old. As a teen, he helped maintain the grounds around the plants. Late in high school and into college, he worked on the paving crews. Russell Standard is in his blood.
The aerial view of the Seaford facility in Delaware showcases best practices for piping jacketing (among other best practices) for environmental sustainability.
“Growing up as a kid, it was always cool to be around the equipment and that continued until I was in college,” he said. “Once I was old enough to be in the field, I started working on the road crews. It was so cool to finally work with all the equipment, see the material go down, and know I was helping to build something lasting.”
His experience has helped him to never lose sight of where he’s come from. The hours in the truck and office working with his father have made a strong impact on who he is now.
“I learned a lot about family philosophies, the history of why things were done, and why we still do things,” he said. He spoke with pride of how the family business has built a reputation for treating its people well and being fair with customers. “We’ve always done both of those for generations. The people part of the business has always been important because, without those people, we really don’t have a business.”
In addition to the big-picture learning, there was plenty to learn about managing the day-to-day.
“It really gave me a good understanding of how we do things,” Johnson said. “What’s important on jobs, being well organized, and having everything you need on hand when you need it so crews aren’t waiting. The equipment is there when they need it. So we’re efficient moving from job to job. And what we do is so seasonal, you have to be ready to go to minimize any disruption.”
But one lesson stands out the most:
“It’s a difficult, demanding job,” he said. “That’s one thing I think about all the time. I think that was a huge benefit of growing up in the field was getting an appreciation for how hard the job is.”
Matt Johnson is the fourth generation of the family to lead Russell Standard. Back when he was just five years old, he was riding along with his father, Jim, to attend to business. As a teen, he helped maintain the grounds around the plants and worked on the paving crews into college. “Growing up as a kid, it was always cool to be around the equipment and that continued until I was in college,” he said. “Once I was old enough to be in the field, I started working on the road crews. It was so cool to finally work with all the equipment, see the material go down, and know I was helping to build something lasting.”
A Renewed Emphasis on Materials
Since taking over the top post in 2004, Johnson added plants in Greensboro and Black Mountain, North Carolina; Baltimore, Maryland; and Reading, Pennsylvania. Today, his work is focused on getting the company back to its roots as a leading innovator of asphalt and paving materials geared toward preventive maintenance.
“I really like businesses where you bring in raw materials and turn them into something else,” Johnson said. “We’ve always had a manufacturing focus—we made materials and placed them. And that’s where I focus the business now—we’re mostly a materials business although we still do some contracting on projects that call for our own products.”
The company’s commitment to innovation is evident in its founding of The Lab in 2017 to support both the material science and contracting sides of the business. Then in early 2020, Russell Standard made a significant investment in a new, state-of-the-art facility. It’s a nationally certified, AASHTO-accredited laboratory and is equipped and accredited for testing involving performance graded (PG) asphalt binders, asphalt emulsions and asphalt cutbacks. This is where the company focuses on research and development and custom blended solutions for customers.
“Our world-class lab is constantly working to ensure our material is meeting or beating specifications and operates with a near-obsessive drive to solve our customers’ biggest problems and innovate new solutions along the way.”
Johnson continued: “The Lab is a strength of ours. We’re always trying to innovate new or enhance existing products that focus on pavement preservation. And we’re extremely excited about two we’re getting ready to roll out to the market.”
The first is a high-performance solution focused on the top-down preservation of longitudinal joints.
Soon after, the company will be introducing an improved micro surfacing product to resist cracking.
Each is designed to give state and local agencies cost-effective and sustainably focused options for extending the life of their road networks. And will reinforce Russell Standard’s unique ability to manufacture material, lay material and test its performance to inform future innovations.
Matt Johnson said Russell Standard team members are always trying to innovate new or enhance existing products that focus on pavement preservation. “And we’re extremely excited about two we’re getting ready to roll out to the market.” The first is a high-performance solution focused on the top-down preservation of long joints; the second is a micro surfacing product focused on resisting cracking.
Expanding Opportunity
While managing production and innovation, Johnson also keeps an eye out for opportunities to expand. He recently found one in Delaware.
ICP Group’s facility in Seaford was the only asphalt and emulsion terminal in the state. After hearing the facility was for sale, Johnson and his team jumped in to negotiate its purchase. After lengthy discussions, ICP ultimately sold it back to its previous owner.
Recognizing its value to the region, Johnson’s team stayed on the offensive. In April, the company finalized a lease to take over operations at the facility from the previous owner. This move will bring Russell Standard’s proven dedication and laser-focused commitment to the Delaware Department of Transportation, counties and contractors throughout the state.
“It was a good growth opportunity to add an entire state that we had been servicing from our plant in Baltimore,” Johnson said. “This really allowed us to open up the entire state instead of just the fringes.”
Delaware now becomes the fifth state served by Russell Standard.
Matt Johnson is the fourth generation of the family to lead Russell Standard. Back when he was just five years old, he was riding along with his father, Jim, to attend to business. As a teen, he helped maintain the grounds around the plants and worked on the paving crews into college. “Growing up as a kid, it was always cool to be around the equipment and that continued until I was in college,” he said. “Once I was old enough to be in the field, I started working on the road crews. It was so cool to finally work with all the equipment, see the material go down, and know I was helping to build something lasting.”
“We’re focused on growing the materials business where we can,” Johnson said. “So anything adjacent to us is attractive. Since Delaware is an adjacent state, it’s an easy place to tuck into what we’re already doing. Any time we can find something like that, we’d certainly be interested in it.
Until this point, most contractors in Delaware had been sourcing material out of state. This move establishes a local option for materials and emulsions that will greatly save on transportation costs for everyone involved.
“Many contractors in that state were driving to Maryland, Pennsylvania or New Jersey to pick up material,” Johnson said. “It will dramatically cut down on transportation costs by having a location in the state they can get the same material from. And the DOT was already having materials delivered from there. So, it’s really the local contractors that will benefit.”
The aerial view of the Seaford facility in Delaware showcases best practices for piping jacketing (among other best practices) for environmental sustainability.
Smart Moves with Lasting Benefits
“Our crews know what it takes to perform successful, long-lasting treatments to strengthen communities and make them proud,” Johnson said. “From start to finish, our work and the way we do business all comes back to our mission—to be the most respected partner in the region by serving our team and customers like family.”
And with state and local governments focused on expenditures, Johnson knows they also keep a close eye on sustainability. By adding the plant in Seaford to the mix, “This will cut down on the freight,” Johnson said. “And it will cut down on the number of trucks on the road. There’s a lot of benefit overall.”
When you couple this locally sourced material with the material innovations from The Lab, Russell Standard is making it easier for agencies to cut expenses while making their roads last longer and meeting sustainability initiatives. And that’s good for everyone.
“Good roads are safe roads,” Johnson said. “And the better that a state or local government maintains its infrastructure, it’s better for everybody. It’s safer for the public. It helps facilitate commerce. Everything gets into a truck at some point. Whether it comes in by ship or by rail, it ends up in a truck to get delivered. So, the better the roads are, the better the economy is.”
And that’s a fitting way to leave your mark.
How to Be the Plant Everyone Buys From
Editor’s Note: For 2024, AsphaltPro Magazine allows experts in the industry to share how to expand your operations to the next phase of business. Are you ready to start making your own hot-mix asphalt? Let’s turn to some professionals who have equipment, services, software and tenure to help you expand to mix design, production, hauling and more. This month’s installment looks at the best practices you can employ with the storage silo to offer customers quick, quality asphalt mix for their paving projects.
If you’re in the hot-mix asphalt (HMA) industry, you know one of the game-changing inventions of last century was the storage silo. During his “Asphalt Plant Efficiency” presentation during a World of Asphalt People, Plants and Paving session in Nashville in March 2024, Greg Renegar, the vice president of customer success for Astec Industries, Chattanooga, discussed the benefits of planning ahead with your storage silos in mind.
If your “why” is to provide mix for both customer and in-house crews, you’ll want to plan ahead for overnight storage of appropriate mixes as you build your new plant. During his presentation to the World of Asphalt audience in March, Astec’s Greg Renegar reminded attendees the plant that can start loading out customers first thing in the morning will be the plant everyone flocks to.
As he explained, even if you have older components you’ve been unable to update the past few years, you can operate efficiently if you maintain those parts, tighten up your environmental footprint, and follow best practices, such as optimizing the use of storage silos.
Notice that’s “optimizing” the use of storage silos. Not every mix design is ideal for the suggestions to come, and we’ll talk about those.
“If you are using very low absorption aggregates, it may lead to a high film thickness and the mix is more prone to drain down.”—Steve Jackson
Renegar’s presentation included a side-by-side comparison of operations you might be able to share with your production team to showcase what’s optimal and what’s not.
Amazing Producer ABC
Using old technology
Starts loading out of prefilled silos at 6 a.m.
Starts up the plant at 8:30 a.m.
Runs two to three mixes on various jobs, with enough trucks for the day
Runs all day with changeovers but no mid-streams
Fills the silos at the end of the day for tomorrow’s early customers
Runs two to three mixes on various jobs, short of trucks
Mid-streams at 8:30 for 45 minutes
Runs another 300 tons and finishes for the day!
Cleans out
Gets a call at 10:15 a.m. for a 150-ton parking lot job
Fires back up at 11 a.m., runs 147 tons, then mid-streams while paving foreman figures the last bit needed
One of the two producers in our examples is using new technology for its efficiency and sustainability but isn’t using best planning strategies. Renegar shared plants that start and stop more than three times per shift use up to 20-35% more fuel than they do when they run steadily. These percentages are published in the National Asphalt Pavement Association (NAPA) publication QIP-132.
You can probably monitor the effect of starting and stopping on your own fuel use. By using the storage silo to take up the slack and prevent starts and stops, you keep a steady, even production. Renegar stated Astec’s most successful customers are the ones who use long-term storage capabilities to become more profitable.
Think about it.
Because 95% of breakdowns occur at startup, you have a leg up on the day even if unplanned downtime hits you at first light. You also have a leg up on your competition on the other side of the county if your plant already has mix in the silo while Producer XYZ is still getting fired up.
Renegar explained it this way: “Storage in multiple silos plus planning allows FOB customers to get in and out quickly in the morning. Serving the FOB customers better than your competition will result in more business.”
This isn’t rocket science. But it does require forethought. Renegar cautioned producers on some reasons you might not want to store mix overnight. For example, lack of planning from your customers could result in wasted mix. There’s no point in producing a hundred tons of state mix at 300 degrees if your top five customers will show up wanting a less-pricy mix produced at 340 degrees.
If you don’t have proper heating systems in place, you run the risk of losing mix temperature. There are companies making electric heating elements that can be placed in silo cone packages to take the fear out of overnight storage. These entities might not make the silo itself, but are experts in the manufacture of electric heating components and provide these to OEMs like CWMF Corp., Waite Park, Minnesota, who then assemble the complete silo.
Even with the concern of temperature under control, you want to consider the mix design you’ll store. Renegar listed the “fear of storing polymer” as one of the reasons producers shy away from filling up the silo overnight or over a weekend. Folks in the field echo his concern when it comes to open-graded mixes due to a phenomenon known as drain down. This is when gravity pulls the liquid asphalt cement (AC) away from the aggregate and down toward the silo cone.
Steve Jackson, the vice president of plant operations and sustainability for NB West Contracting, Pacific, Missouri, spoke of this phenomenon in stone matrix asphalt (SMA) mixes. “The worst mix that I have seen for drain down is SMA,” Jackson shared. “That is why some agencies are reluctant to remove the cellulose fibers even when you add ground tire rubber or reduce the mix temperature.”
He gave an example. “I remember an SMA project where we filled a silo, and that was all the mix that we made for the night. The first sample, from the bottom of the silo, had high AC and 1.5% air voids. The second sample, toward the top of the silo, had low AC and 7% air voids. We made the mix extra hot because it was going to spend a long time in the silo.” The expensive lesson he shared was having to mill out that tonnage and replace it.
“SMA, open-graded friction course and other gap-graded mixes are the worst for this phenomenon,” Jackson continued. “They also usually have specified minimum asphalt contents. If you are using very low absorption aggregates, it may lead to a high film thickness and the mix is more prone to drain down. When Joe Schroer (NB West’s construction materials engineer) worked at MoDOT, he evaluated some of those mixes, and started calculating the volume effective binder, and approved some of the SMA mixes with less than the minimum spec requirement AC content of 6.0%.”
In other words, there’s hope for “fixing” the gap-graded mix so it can be stored overnight for quick loadout in the morning, if you’re willing to work with it.
Malcolm Swanson, industry consultant and president of e5Engineers LLC, Chickamauga, Georgia, shared his thoughts. “Coarse graded mixes, SMAs, any mix with little surface area will tend to drain down. That is a major reason for adding fiber to a mix. Fiber adds surface area without changing gradation. The added surface gives the AC a place to hang on.”
“If the state allows the contractor to design their own non-gap-graded mixes, then the mix has the absolute minimum asphalt content, so they are less likely to drain down,” Jackson said. “If there are mixes that specify a minimum asphalt content, then I would be careful. Take a look at the aggregate absorption as well. We typically use aggregates with 1% or lower water absorptions in our high type mixes, these are mixes that we try to drop the mix temperature as low as possible to prevent drain down.”
For producers looking to optimize the use of the storage silos, it’s possible to adjust the mix design and temperature to ensure you have exactly what your customers are looking for first thing in the morning. It might take a little forethought and planning, but the producer who plans ahead is the producer who can optimize all the components for a tight environmental footprint, an efficient operation and a plant that all the customers flock to.
Solve Asphalt Plant Odor Issues
An HMA plant—and producer of RAP mixes—blended a single customized Ecosorb formulation into its multiple asphalt mixes, reducing airborne sulfurous release by over 90%. All figures and data courtesy of Ecosorb
Editor’s Note: For 2024, AsphaltPro Magazine allows experts in the industry to share how to expand your operations to the next phase of business. Are you ready to start making your own hot-mix asphalt? Let’s turn to some professionals who have equipment, services, software and tenure to help you expand to mix design, production, hauling and more. This month’s installment from Ecosorb takes a look at the permit line-item of odor control at the plant to ensure your community relations, sustainability initiatives and production efficiency are working hand-in-hand.
In the asphalt industry, maintaining neighborly relations and curtailing odor complaints before they arise is just as important as maximizing production for every company’s long-term business continuity.
Asphalt binders are complex mixtures of organic compounds produced as a byproduct of petroleum refining. With constantly changing feedstocks, staying on top of blends is critical to controlling odors. In recent years, “opportunity crudes” have become more prevalent industrywide, and it has become necessary to balance the lower cost of these crudes with extra processing and off-gas scrubbing requirements. Another factor to consider is increased equipment maintenance and premature failure because of accelerated corrosion caused by hydrogen sulfide in lower grade crudes.
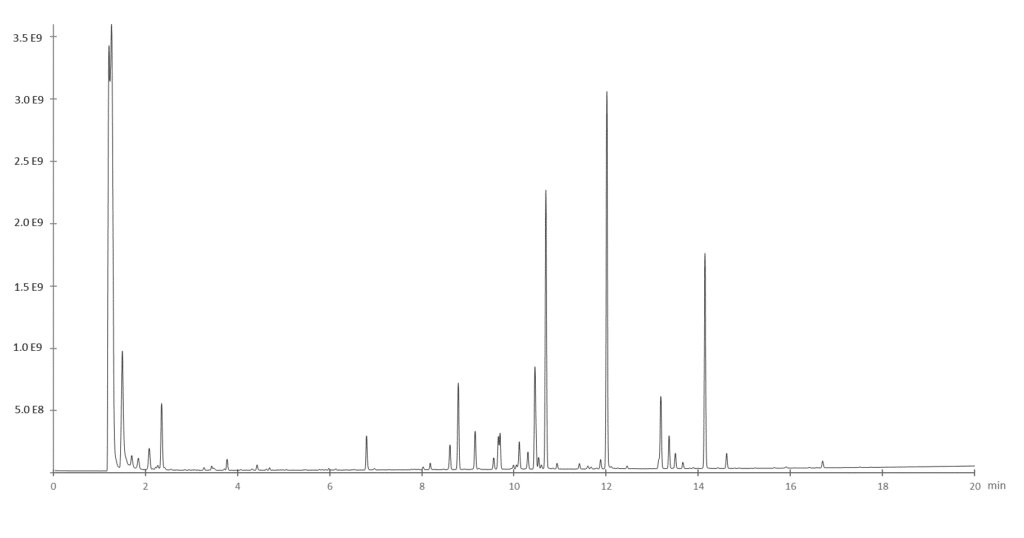
Each peak in a GC chromatogram represents the presence of a compound, identified and quantified on the x- and y-axes respectively.
During heating, mixing, transfer and application of asphalt binders, odors are often produced from volatile organic compound (VOC) emissions, which can lead to concerns from neighbors and passersby smelling the off-gas. If left unaddressed, concerns can become complaints, which can ultimately pave the way to regulation and operational restrictions.
Odor abatement is a historically difficult undertaking in the asphalt industry because of the complex makeup of bindings and numerous petrol products used in each hot mix. However, plants can now enlist the help of top suppliers with the knowledge and advanced laboratory technologies needed to chemically neutralize odor-causing components. These experts address this issue by identifying the problematic compounds, and by then creating and providing additives specially formulated to neutralize odors from various asphalt mixes.
Neutralization challenges with evolving mixes
Occupying a lower tier on the crude refining food chain, asphalt blends will always vary much more than higher-tier products, such as aviation fuels. Mixes can vary significantly from one season to the next—particularly with opportunity crudes—depending on the oil sources available and how they are processed. As a result, odor neutralization formulations must also adapt to the changing constituents of each season’s asphalt mixes.
Manufacturers, therefore, cannot always rely on the same odor-mitigating additives from one season to the next, even when producing the same end product. Additionally, since crude sources and refining processes vary by region and supplier, the nature and intensity of odors can differ even between batches of asphalt binders. Other factors for odor mitigation assessment include the temperature at which the plant is operated, geographical attributes—such as hills and valleys—humidity, temperature, wind speed and direction, and proximity of neighbors.
There are many potential VOC emission sources during the processes of refining the feedstock, manufacturing the mix, and storing the finished product. This is especially notable during the storage of bulk asphalt in a heated tank, in addition to stack emissions during production. Loading asphalt from one vessel to another—such as from the silos into trucks, and from trucks into a paver hopper—is another frequent odorous phase.
VOC concentrations increase significantly at higher temperatures. Below 150°C, few detectable VOCs are produced, but above this point, emissions increase. VOC prevalence is also dependent on the surface area of asphalt exposed to air over asphalt-coated aggregates. VOCs also increase substantially when these asphalt-coated aggregates are agitated.
Ecosorb’s vapor phase delivery system is useful for mitigating odors in airborne particulate matter at a baghouse.
Research-driven and plant-based solutions
Asphalt production variability spawns the need for adaptive and sometimes customized blends. Although there is no one-size-fits-all solution, there are general formulations that bolster odor mitigation efforts for a variety of asphalt mixes. These general formulations are added to the mixes to neutralize several odor-causing constituents, like hydrogen sulfide, mercaptans and general hydrocarbons. Specialty suppliers update their additives from year to year based on aggregate samples taken at asphalt plants to maintain effectiveness.
Although general formulations are efficacious for many mixes, some plants require custom blends, and expert suppliers can help with these needs as well. In these situations, asphalt samples are taken from the plant during multiple stages of production. These samples are then studied in a lab using gas chromatography mass spectrometry (GC-MS) to determine the precise molecular makeup of odors, even those present in minute amounts.
A GC chromatogram is a visual output of the data recorded by the detector, and it is presented as a plot of detector response along the y-axis, versus retention time along the x-axis (See the graph in this article).
Each compound detected appears as a single peak on the graph, with the corresponding retention time value used for identification. Once the odor-causing compounds are identified, scientists develop a formulation using plant oils to molecularly neutralize the odors when the additive is combined with the mix.
This results in versatile and cost-efficient solutions—specially crafted for maximum effectiveness in each application—with each solution leveraging customized concentrations of plant oils, biobased surfactants and water to eliminate odors. These additives are designed to be safe, non-toxic and biodegradable, and to be applied during any phase of the asphalt lifecycle: manufacturing, storage, transportation and use. When used in refineries, hot mix plants, transportation systems and paving operations, they are blended directly into the asphalt mix (Figure 3).
These additives are also useful for mitigating odors and blue smoke when dispersed via vapor phase during the capture of particulate matter in a baghouse.
Airborne vapor phase dispersion is also commonly deployed to control odors at storage terminals, where asphalt is kept prior to delivery.
Multi-mix odor neutralization with a single additive
One longtime Ecosorb end-user customer—a new and reclaimed asphalt pavement plant producing 1,500-2,000 tons of hot mix asphalt each day for contractors and construction firms—relied on a basic odor-mitigating additive for years. However, recent asphalt mix variability spurred the need for a specially targeted formulation. The different mix sources and grades began producing pungent odors in the areas surrounding the plant, and the standard additive was no longer effective.
The plant shipped samples of three different asphalt mixes to Ecosorb’s lab to assess the levels of hydrogen sulfide, mercaptans and general hydrocarbons in each. The data from one asphalt mix, before and after treatment at 150°C is shown in Table 1.
Although the levels were different in each mix, the team of scientists formulated a single blend to neutralize odors in all three mixes, eliminating the burden of correctly matching different additives with a specific mix. The plant added this single blend to all its mixes, which reduced airborne sulfurous release by over 90%.
Ecosorb uses GC-MS instrumentation to identify odor-causing substances in asphalt mixes, and then develops custom plant-based formulas to neutralize odors.
Effective eco-products enhance odor abatement
By adding plant-based odor removers to asphalt mixes, manufacturers can effectively mitigate odors using safe, environmentally friendly and cost-efficient methods. These custom formulations do not mask smells, but instead mitigate them by breaking down and neutralizing odor-causing molecules in the mixes.
These mitigation techniques empower asphalt manufacturers to redirect their time from odor control and complaint handling, to maximizing production and overcoming the steady stream of challenges posed by evolving feedstocks.
Laura Haupert, Ph.D., is the chief scientific officer for Ecosorb, where she leads research and development, regulatory, safety and quality control. She earned her B.S. in chemistry from Manchester College and Ph.D. in physical chemistry at Purdue University, working with bond energies of solvated clusters. Haupert also completed her post-doctoral research at Purdue.
Relieve These Top 8 Pain Points When Laying Out Your New Plant
When real estate is at a premium, plant components can be tucked in close with creative material conveyance and smart planning. Truck traffic flow and plant operator “view” are still important aspects to keep in mind when designing your layout.
Editor’s Note: For 2024, AsphaltPro Magazine allows experts in the industry to share how to expand your operations to the next phase of business. Are you ready to start making your own hot-mix asphalt? Let’s turn to some professionals who have equipment, services, software and tenure to help you expand to mix design, production, hauling and more. This month’s installment from CWMF takes an overarching look at the plant footprint.
If you’re considering or planning on building a hot-mix asphalt (HMA) plant or expanding on your existing operation, you likely have a question or two. Or maybe a couple hundred. That’s because it’s complex and highly specialized. And not everyone who recognizes the marketplace opportunities of asphalt and paving is necessarily already an expert in what it takes to build an efficient asphalt production facility. Getting this massive undertaking right requires vast experience and deep expertise. Here are a few things to consider when you start planning your new asphalt plant.
1. Stationary or Portable and Tons per Hour (TPH).
The choice between a portable and stationary asphalt plant depends on various factors, including project size, duration, location, environmental regulations and mobility requirements. Stationary plants are best suited for large, long-term projects, while portable plants offer flexibility and mobility for shorter-term, varied, or remote projects. You will also need to determine how many tons per hour your market requires. Bigger isn’t always better when considering the overall investment.
Determine the optimal arrangement of key equipment within the plant. When designing an asphalt plant, two crucial factors demand careful consideration.
Available Real Estate for Stockpiles
The extent of available property plays a pivotal role in determining the layout of the plant. To optimize both cost and efficiency, it is essential to focus on key features such as minimizing the distance and ducting required between the drum and the baghouse. Additionally, when positioning the asphalt cement (AC) tank package, minimizing the amount of piping that needs heating is paramount for enhanced efficiency.
Truck Traffic Flow in the Yard
Determine the optimal arrangement of key equipment within the plant. The goal is to minimize the distance virgin and recycled materials must travel through the plant and ensure efficient material flow.
When planning for current and future cold feed and recycled asphalt pavement (RAP) bins, it is imperative to be mindful of the traffic flow. The available real estate will dictate the optimal angle and configuration for the plant.
Even if you have plenty of real estate to spread out plant components for optimum visibility and multiple stockpiles of on-spec material, you want to focus on such things as minimizing the distance and ducting required between the drum and the baghouse. Keep these efficiencies in mind when designing your layout. Photos courtesy of CWMF Corp.
3. Control Room.
Design a control room with a clear view of the entire plant operation. This allows operators to monitor equipment, adjust parameters and respond to issues. CWMF offers integrated industrial automation and control solutions for asphalt plant equipment. We can provide the engineering, manufacturing, installation, start-up, and training to get you up and running at peak efficiency.
4. Install Electric and Plumbing.
Establishing the required equipment for your plant is one thing, but defining your needs to get it up and running is an entirely separate process that requires significant planning and preparation. Be sure to team up with an equipment manufacturer that can walk you through each step of the process.
Plan Ahead! Implement safety measures, such as clear traffic patterns, proper signage and emergency response plans. Getting the right signage in the right places is part of your successful plant layout plan, not only for traffic flow and proper stockpile management, but also for emergency preparedness.
5. Environmental Impact Assessment.
Evaluating the potential environmental impact of your new asphalt plant is critical. You’ll need to make sure you are following the local environmental regulations and obtaining the necessary permits. Consider implementing a pulse jet or reverse flow baghouse, such as CWMF’s Dust-Eater.
The baghouse dust collector is considered the “lungs” of a plant. When the plant cannot breathe effectively, it negatively affects production. This is an essential part of asphalt plant operations, along with the dust control system employed upstream to help retain and return usable dust particles back into the drum mixer rather than putting them immediately into the exhaust airstream.
Understanding the local zoning laws, land use regulations, and permitting that govern where industrial facilities like asphalt plants can be located is incredibly important.
7. Safety and Emergency Preparedness.
Prioritize safety for both employees and the surrounding community. Implement safety measures, such as clear traffic patterns, proper signage and emergency response plans. Ensure that fire protection systems, hazardous material handling, lockout/tagout, and confined space entry procedures are in place.
Once your plant is up and running, are you prepared for untimely breakdowns? Team up with a company you can trust to get you the replacement parts you need ASAP. The CWMF sales and service teams are ready to work through determining what you need to get your plant up and running, whether for the first time, during scheduled maintenance, or after unplanned downtime. Never underestimate the importance of the parts that make up the whole or the value of the professionals who go the extra mile to keep your plant online.
CWMF has been a trusted company in the stationary and portable asphalt industry for decades. As a full-service manufacturing company, we engineer all our products to order, allowing us to serve as a full-service, end-to-end provider of asphalt plant solutions. We have the machinery and equipment you need, and a confident team working together to make this happen. This provides an exceptional experience for our customers, and for the dedicated team standing behind their products. We work hard not only to retain our reputation but to stay current on the latest industry trends and technologies.
Wally Olson is CWMF Corporation’s sales manager. For more information, contact him at (320) 251-1306 or visit cwmfcorp.com.