Oklahoma Anticipates I-40 Performance Gain with HiMA
BY Tom Kuennen

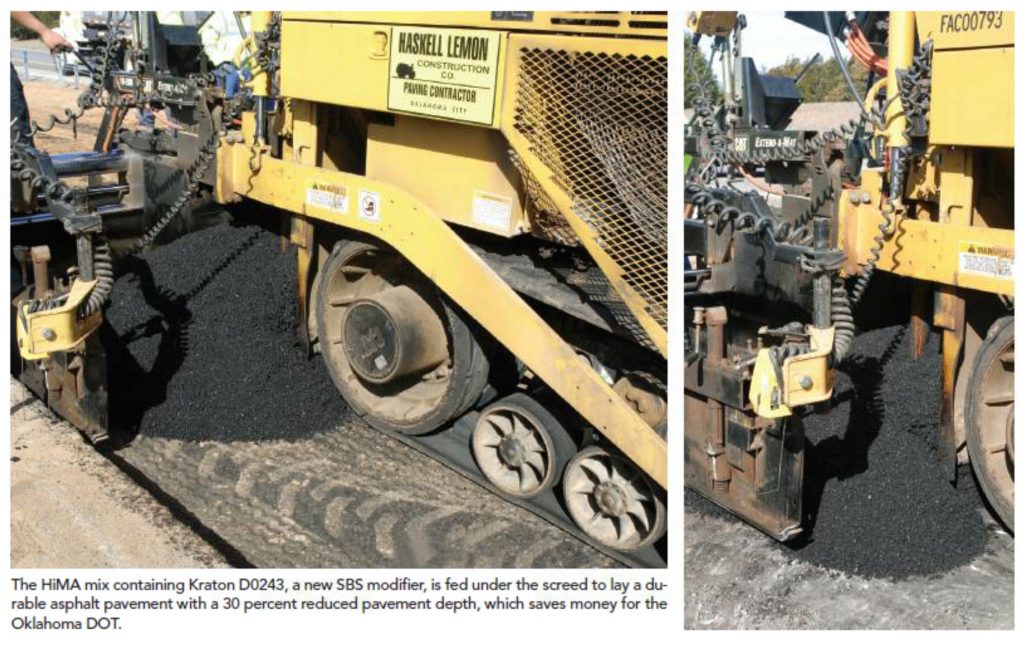
Oklahoma Department of Transportation (ODOT) officials have high hopes for a mill-and-overlay of I-40 just west of Oklahoma City that incorporates highly modified asphalt (HiMA) pavement. ODOT is using HiMA on I-40 in Caddo County in the first commercial application of this new technology. Work on this project began with traffic crossover placements in February 2012, followed by mainline milling and paving through April.
Use of the HiMA mix should enable the DOT to obtain a durable asphalt pavement with a possible reduced pavement depth, saving money and permitting the DOT to pursue a larger resurfacing program with the same amount of funds. In Oklahoma, a single, highly modified PG76-28 E binder was used for three different asphalt mixes for I-40. The HiMA binder contained 7.5 percent SBS (styrene-butadiene-styrene) polymer, more than twice as much as that used in conventional polymer-modified binders.
While it’s common industry knowledge that modification of liquid asphalt binders with polymers improves resistance to rutting and raveling of asphalt mixes, there is a practical limit to polymer concentration. Usually, as polymer concentration exceeds 3 percent, the viscosity of the binder increases such that the mix becomes more difficult to produce in the plant and less workable for the paving crew. However, the polymer used in the Oklahoma I-40 PG76-28 E binder was Kraton™ D0243, a new SBS product manufactured by Houston-based Kraton Performance Polymers, Inc.
“It was our hope that instead of doing a traditional, thicker overlay or inlay, that we could reduce that depth,” Jeff Dean, Oklahoma DOT pavement engineer said. “We knew that the highly polymerized mix was going to be more expensive, but we felt that the cost of the HiMA versus a reduction in the required thickness would offset each other, while giving us a longer-life pavement.”
HiMA Reduces Lift Thickness
ODOT moved forward with use of the highly modified asphalt binder without in-field testing, as it had seen how HiMA performed in sections in the National Center for Asphalt Technology’s Test Track.
“At the NCAT test track we can look at how pavement sections will perform over the short two-year high volume traffic loading cycle,” Kenneth Ray Hobson, bituminous engineer for ODOT’s Materials Division said. “At the test track we found that the HiMA was a good repair option to resist rutting and bottom-up shear cracking. Since it worked well at NCAT, we decided to try it on I-40 where we have rutting and cracking. We think that it will do as well here as there.”
This project improves a 2-mile section of I-40 at the eastern end of Caddo County, Dean said. “We had two test sections at NCAT in which we were looking at perpetual pavement designs,” Dean said. “We built a thick section, and one that was thinner that we knew would fail earlier. We did not know when it would fail, but wanted to see how thin we could build it but still have it considered a perpetual pavement. It failed within three years, with cracks developing from the bottom up. We tried a number of repairs, including the use of reinforcing fabrics, but they did not perform as expected. The section was adjacent to a group-funded section in which the Kraton HiMA mix was placed. It had been performing very well, so NCAT’s assistant director Buzz Powell suggested we try this HiMA to repair our section that had failed. It’s performed very well for us since.”
On I-40, the DOT anticipates that the new HiMA binder will improve performance, while quelling fatigue cracking and rutting. “The 8-inch HiMA should perform as well as what I would typically expect for a 10.5-inch pavement based on the data from the NCAT test track sections. Of course this is just my estimate,” Hobson said.
In Caddo County on I-40, cold milling of aged asphalt preceded the new HiMA lifts. “On this pavement we are milling-and-filling 5 inches, but we are adding an additional 3 inches, plus a 3/4-inch open graded friction surface course (OGFSC), typically called a ‘popcorn’ mix,” Hobson said. That OGFSC will get a standard PG76-28 OK—OK as in “Oklahoma’s PG+ specification”—binder.
New Testing Protocol
The “E” in the PG76-28 E rating designates a new multiple stress creep recovery (MSCR) testing protocol, and stands for “extremely high grade.” The mix designation suffixes are S (standard), H (high), V (very high), and E (extremely high) grades for increasing traffic loads and volumes. “It provides additional testing parameters,” Hobson said, “including a percent recovery parameter, which has the potential of replacing our PG+ test for elastic recovery. MSCR was the best method to characterize the HiMA binder used on this project. This binder was required to have a minimum of 95 percent recovery at a stress level of 3.2 kPa.”
The contractor placed one 1.5-inch HiMA rich intermediate layer of 3/8-inch NMAS on the milled, tack-coated surface. They followed that with two 2.5-inch lifts of Oklahoma S3 base course, which is a HiMA with 3/4-inch NMAS gradation with 100 percent passing the 1-inch screen. These were topped with one 1.5-inch lift of Oklahoma S5, a HiMA with 3/8-inch NMAS gradation with 100 percent passing the half-inch screen. Finally, these HiMA lifts were to be topped with the open-graded friction surface course.
As a pavement bends under loads, the maximum tensile stress will occur in the bottom lifts. Any resulting cracks at the bottom can migrate upward to become fatigue cracking at the top, Hobson said.
“If we can add more polymer modified asphalt, it gives us a chance to ‘heal’ that bottom lift and not initiate a crack there,” he said. “I-40 fits into the concept of the perpetual pavement, as we have a rich bottom layer to which we add more asphalt binder. The HiMA throughout gives us more elastic components to resist that tension that can cause cracks at the lowest level.
“If the thinner pavement thickness design for this project works as expected,” Hobson continued, “we will not need to replace the entire pavement structure. This could save significant time, effort and money. It should be very fatigue-resistant because we have that high polymer content. It should be rut-resistant and resistant to cracking, provided that we have a thick enough layer and some stress relief at the bottom of the maximum tensile stress. Will this pavement design be perpetual? We don’t know yet. This is why we will continue testing during the next NCAT cycle.”
“Our goal is to make pavements more cost-effective overall,” Bob Kluttz said. He’s a senior scientist, Research and Development, at Kraton Polymers. “Even though polymers are expensive, and we’re putting a lot more into these mixes, if we can get a thickness reduction of asphalt pavement—from 10 inches depth to as much as 6 inches depth—we’re actually making the pavement cheaper up front.”
Conventional polymer modifier products, when used in high percentages, result in a mix that is too viscous and hard to compact, Kluttz said. “In HiMA we’ve developed a polymer that has a low-enough viscosity that you can use it in high percentages and the mix still will be workable and compactable.”
HiMA thinner lifts that perform as well as conventional thicker lifts have an added benefit: they don’t require modifications to existing pavement grades. “An advantage of the thinner inlay is that you don’t have to worry so much about grade changes along the highway section,” ODOT’s Dean said. “You don’t have to readjust guard rail or cable barrier. You don’t have to tear out so much under overhead bridges. A thinner inlay eliminates a lot of secondary problems.”
HiMA on Oklahoma I-40
Highly modified mixes using conventional polymers may retain workability if produced at very high temperatures, in the neighborhood of 370 to 380oF, but that leads to excessive fuel costs and premature aging of binder, Kluttz said. HiMA for the Oklahoma I-40 project was produced at 325oF.
The I-40 project used some 1,500 tons of liquid asphalt, equivalent to 30,000 tons of mix, for about three months of paving. Existing asphalt was milled-out 5 inches deep prior to paving. According to Stuart Gragg, project manager for Haskell Lemon Construction Co., Oklahoma City, the final ‘popcorn’ OGFSC lift also will contain a conventional PG76-28 binder.
“Traditionally, popcorn is a sacrificial layer and doesn’t last more than 7 to 8 years on average,” Hobson said. “If we can get 10 or 12 years out of it, that would be great.” In the next NCAT test track cycle, Oklahoma hopes to evaluate a new OGFSC.
Oklahoma DOT likes the OGFSC mixes because they provide high friction and good drainability of rain and melt water, which all but eliminates aquaplaning and truck tire spray. “The popcorn mix does not add much to structural strength, and we don’t use it in the computation of structural strength,” Hobson said. “Even though it provides some structural strength we ignore it, and use it for safety reasons.”
“We have three PG76-28 E mixes,” Gragg said. “One is a rich intermediate layer (RIL) lift, one an S5 (3/8-inch NMAS) lift, and then an S3 (3/4-inch NMAS) lift.”
When visited in late April, the RIL was being placed on the eastbound lanes of I-40. It’s a 3/8-inch NMAS mix, running 5.6 to 5.8 percent HiMA, being placed 1.5-inch deep on the milled, tack-coated surface, and compacted to 94 percent.
Compaction target is 94 percent for each lift. The contractor can go as low as 93 percent or as high as 97 percent, but the target is 94 percent.
“I expect to see an asphalt pavement that’s a lot more resilient, something that’s stronger and stiffer that will last a lot longer by being rut-resistant,” Gragg said. “Superpave designs, together with this highly modified AC, will help us prolong the lifespan of this pavement. And hopefully the RIL and its HiMA PG76-28 E binder inside will help us fight fatigue cracks. If we can go from a 10- to 12-year life span on an overlay to a 15 to 20, that will save a lot of dollars as far as state expense on maintenance.”
In late April, good weather was propelling the project onward, on-schedule. A material transfer vehicle was being used to quell mix segregation and provide a more uniform surface. “The project’s been going well,” Gragg said. “We’ve had pretty good weather with minimal breakdowns. The asphalt has placed well and our densities are what they should be.”
The project was of such a high profile that it was being closely studied by personnel of ODOT, the Oklahoma Asphalt Pavement Association, The Asphalt Institute, and the Federal Highway Administration. Core specimens from the first day’s work were shipped to FHWA’s Turner-Fairbank Highway Research Center outside Washington for analysis.
“They will be running some tests for us and hopefully we’ll have some data regarding modulus values of these highly polymerized mixes, so we can do a more in-depth analysis of anticipated design life,” Dean said. “If we can get the costs down by using a thinner HiMA asphalt inlay, then we can reduce our overall costs, allowing us to repair a lot more of our interstate and state highways. It could help the division engineers stretch their budgets further.”
ODOT isn’t done with HiMA. “We’d like to find another section where HiMA would be a good fit,” Hobson said. “While this I-40 project is actually an 8-inch project, we’d like to find a 5-inch section for mill-and-fill that would replicate what we did at the NCAT test track. Otherwise, we will wait a while and see how this I-40 project performs.”
“We hope HiMA will allow us to put in roads that last longer, and won’t have to be repaired as often,” Kluttz said. “That’s going to allow the states to get caught up in all the work that they are way behind on, or allow them to get caught up on new construction.”
Haskell Lemon Gives ODOT Success Story
by Sandy Lender

The Haskell Lemon crew hauled the Kraton™ D0243 HiMA mix to a Roadtec Shuttle
Buggy, which delivered it in a smooth, steady flow to a hopper insert in a Cat AP1055B
paver. The Dynapac double drum roller served in the breakdown position.
Producers might wonder how an asphalt binder modified with more than twice the typical polymer content for a PMA might work out. For the Haskell Lemon Construction Co., Oklahoma City, the 7.5 percent styrene-butadiene-styrene (SBS) polymer that makes up the new D0243 HiMA from Kraton was business-as-usual. Good business.
The Oklahoma Department of Transportation (ODOT) let a 2-mile project that specified the use of the HiMA. Haskell Lemon’s President Jay Lemon said they won the bid and moved their CMI 450-TPH portable drum plant to the site. He stated they located the plant within half a mile of the end of the job, which took long haul times out of the equation.
“Because of our unfamiliarity with the product, we went ahead and put the money into minimizing the problems we could minimize to make the project the best it could be for ODOT,” Lemon said. “With what we perceived was going to be a little more difficult product to work with, we wanted to have all the tools in place for success.”
Contractors should look to partners and vendors as excellent tools for success. In this case, Lemon said they worked with their AC supplier to keep the HiMA product in perfect condition for step one—making mix.
This article originally ran in the June/July 2012 issue of AsphaltPro Magazine.
“We went into the project working very closely with our AC supplier—Lion Oil. We had a verbal agreement that we would keep our production needs close to one another and try not to store this material very long. Our goal was to use just in time inventory and not to hold much of the AC overnight. Lion supplied us great materials and the transportation company did their part well, which allowed Haskell Lemon to succeed. We did communicate with Lion much more that we usually do with our liquid suppliers.”
The other tools are more obvious. Haskell Lemon used a material transfer vehicle for all lifts of the 2-mile project although ODOT only required its use on the surface course. “We consider it just another tool that helps eliminate errors. For this project it contributed to the quality we were after.”
Overall the production and paving crews didn’t have a frightening monster-of-a-binder to prepare for. “We found it no more difficult than a typical ODOT PG76-28,” Lemon said. “That’s the highest grade binder ODOT has.” He described the PG76-28 as “superdosed” when the Kraton polymer was added.
“It was a positive experience for us; working with the product and getting good compaction numbers on the road.”