Here’s How 3D Fabrication Enhances Asphalt Processes
BY AsphaltPro Staff

Psychologists have argued for decades in scholarly journals on the effects of nature versus nurture, and how a person’s experiences can or cannot shape what he understands when a colleague describes to him an abstract concept. Our differing capacities for conceptualizing a physical structure helps explain why, even in this digital age when bidding and estimating software has simplified the letting process for states and other agencies, we still need the option of large-format prints for internal traffic control plans in work zones, specification documents and blueprints.* This also explains why we have an immediate need for additive manufacturing (AM) technology, also called 3-dimensional printing (3DP) in layman’s terms. 3DP or 3D fabrication has obvious uses in modeling to give us tangible representations of units, and the asphalt industry is on the cutting edge of sustainable practices once again with the use of AM.
Although the average asphalt producer won’t install a 3D printer priced between $5,000 and $100,000 in his control house to run off his own components to meet American Society of Mechanical Engineers (ASME) specs that are still in the making, this technology already enhances processes for the asphalt industry in general.
Additive Manufacturing in a Nutshell
AM and 3DP are almost interchangeable terms because they work as the same concept. AM takes place when you print or make an object by adding layers of the end product material as directed by a computer aided design (CAD) template. You “print” materials such as paper, polymers, resins, metals, plastics, etc., on the 3D printer’s platform, exposing the material to laser heat or extreme ultraviolet curing as it is built layer upon layer. When the shape is complete, there is minimal wasted polymer, resin, etc., on the platform; that can be collected and reused in the majority of applications, again contributing to the sustainability of the AM technology.
Bruce Wilson, O’Fallon, Missouri, is the chairman of the ASME Dimensioning and Tolerancing Committee (Y14.5) and author of GD&T Application and Interpretation. He explained, “The greatest advantage of additive manufacturing is that it permits the fabrication of internal features that were previously impossible in a single monolithic part. To effectively use this new technology in industry, there is a need for engineering, materials and manufacturing standards.”
Many AsphaltPro readers are familiar with subtractive and formative manufacturing. These are ways in which objects have been made for centuries. A part is fabricated in a shop and holes are punched out; nodules and tabs are milled or ground off. This takes time and results in material for the slag bin. Fredric J. Constantino, S&C Project Engineering Advisor, Standardization and Testing at ASME, New York, explained, “Additive manufacturing makes the intended shape right from the beginning.”
America Makes, the National Additive Manufacturing Innovation Institute based in Youngstown, Ohio, provides a definition at americamakes.us:
“Simply put, 3D printing is the process of making something by adding material in successive layers. Much like an inkjet printer deposits tiny dots of ink to make a 2D image, many 3D printers build nearly any object imaginable by depositing tiny amounts of material, layer by layer….Although the first 3D printers were used in the 1980s, the past few years have seen an explosive growth of new equipment that is faster, more precise and less costly….Materials used in the additive manufacturing process—including metals, composites, high-performance plastics and even human tissue—are leading to products in aerospace, automotive, consumer goods, medical devices, food and a host of other industries.”
Wilson shared that the ASME Y14.46 subcommittee for AM was formed in 2014 upon request from industry. The Dimensioning and Tolerancing for Additive Manufacturing Committee (Y14.46) met Oct. 20, 2015, in St. Petersburg, Florida, during the Standardization and Testing Week conference. “The subcommittee is in the early stages of defining a standard for AM design documentation,” Wilson stated. “ASME standards meetings are open to the public, and for anyone interested in attending, information about future meetings is available on the ASME website.
“The best way to explain why standards are needed is through the example of putting a nut onto a screw. If there were no thread standards, the threads on nuts made by one company probably would not match the threads on screws made by another company.
“In the case of 3D CAD models,” he continued, “the information applied in the model has specific meaning based on standards like ASME Y14.41-2012 (Digital Product Definition Data Practices) and Y14.5-2009 (Dimensioning and Tolerancing). This enables design engineers to clearly specify requirements and allows manufacturing engineers to correctly understand the product requirements. The ASME Y14.46 standard will potentially define means for clearly defining in 3D CAD models exactly what is to be fabricated. That could communicate such things as the basic geometry, allowable variation (tolerances), materials, and material boundaries (where transitions take place).
“One of the challenges the Y14.46 subcommittee faces is to determine how to define tolerances for features that may be inaccessible by machine or optics because some of the features are internal. With AM, it is now possible to build internal structure that was previously impossible, and that internal structure could be critical for strength or function. Only with a means to state the requirements and to verify they are met can the AM products be known to be acceptable.”
Something asphalt professionals will relate to easily is the effect of heat on a structure. Constantino explained that the heat applied to printing materials in AM allows actual movement of the shape. He shared that ASTM and Microsoft are making file formats for the software that runs the 3DP process, but the designers and engineers creating the models and templates still have to incorporate the tolerances and compensate for heat and cooling shrinkage.
The Italian company Sharebot offers a resin designed to resist temperature degradation between 140 and 158oF (60 and 70oC), and then harden into a rigid structure 24 hours after printing. Another resin—this one with a ceramic charge—the company has designed is supposed to support temperatures from 194 to 266oF (90 to 130oC). The company’s website lists these resins for use in a variety of applications, including model-making. Its Sharebot Voyager is an HD projector that uses UV light emission to cure the resin.
Asphalt Goes 3D
Among the “host of other industries” America Makes references is that of asphalt production. At the World of Asphalt trade show in Houston earlier this year, a number of OEMs had on display 3D-printed models of equipment. Paul Shelton of Astec Industries, Chattanooga, has arranged the construction of countless models for exhibits at national and international trade shows.
“The large 1/8 scale models that Astec uses for the big trade shows are custom fabricated, primarily with metal, here at Astec using actual engineering drawings. In simple terms, they are built the same way we build our plants, just without all the working parts.”
Astec has two employees from manufacturing assigned to building and maintaining the models. They also travel to the trade shows to set up the large models. Then Astec uses a 3D printer for fabricating the table-top models, as well as some of the parts for the large metal models.
Over the past few years, the company has begun using two PolyJet printers to create sales models for one-on-one exhibition, and prototypes for components used in real-world applications.
Michael Swanson, Astec Burner Group Manager, explained that it’s a smart sales tool to take models of advanced plant technology to customers. “We’ve used the printers more for sales models than anything else and they have more than paid for themselves in that regard.”
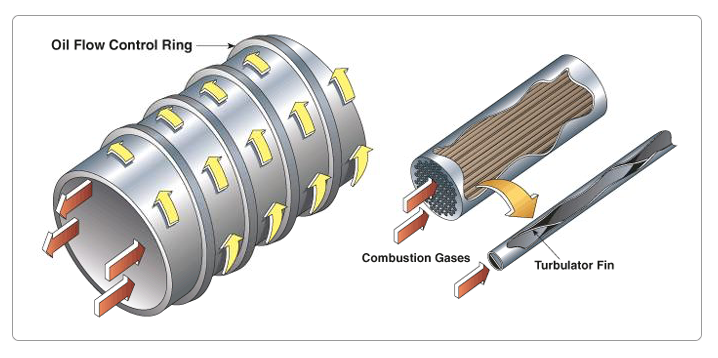
Astec R&D engineers have also used the printers to build prototypes. The first product they made was a turbulator, which Swanson said did not perform as well as they would have liked.
What the process allowed them to do, though, was build, test, remodel and get a product made through traditional fabrication to market faster than would otherwise have been possible. And that’s what they do with fuel nozzles for burners currently.
Step 1. A member of the Astec Burner Group’s R&D designs the fuel nozzle and inputs that design in the CAD software
Step 2. Using about $200 or $300 in heat-tolerant materials, the 3D printer builds the prototype of the fuel nozzle overnight, or in a couple of days
Step 3. An engineer tests the newly fabricated device with water spray, checking for imperfections and areas that can be improved
Step 4. The designers improve the CAD and create another prototype
Consider the “old” process of building a prototype would require $2,000 or more in materials and two or more weeks in time. If the R&D team goes through these steps eight or nine times to get the fuel nozzle perfected, the relatively new method of additive manufacturing proves itself a more efficient process all around. At this time, the materials Astec Burner Group uses in its PolyJets are, as the name implies, plastics. Swanson shared that the plastics are heat-tolerant enough to withstand a short test-fire when the fuel nozzle prototype is far enough along in development. His team is researching the purchase of a 3D printer that will use metals, and he hopes the technology will be cost-effective enough to make that a viable option in 2016.
“We’re heavily researching metal printing,” Swanson said. “We will choose to do it; we’re trying to decide if that will be 2016 or not. 3D fabrication has its uses and those are going to increase, but you don’t just print something because you can. Currently, it’s easier and less expensive to create with traditional fabrication, but that’s going to change.”
Swanson pointed to the next obvious point in the economics of AM—location. “This is going to impact shipping and logistics as well,” he said.
When a company can create a part on demand by AM in a few hours, the need for large warehouses of parts lessens. Swanson said it will be easier to get a part to an international customer if he has a printer located in that customer’s region of the globe. Not only is that economically smart, it’s the type of green thinking our industry is looking for.
This will prove green for the asphalt industry through reduced warehousing of parts inventories when on-demand production becomes the norm; reduced shipping, thus reduced fuel requirements and expenditures; and reduced waste during manufacture. The team at NanoSteel Co., Providence, Rhode Island, spells out the sustainability benefit of metal additive manufacturing this way: “3D Printing reduces the ecological footprint of a part by using less material in the part, reducing the risk of creating inventory that is never used and also by allowing parts to be made not just when they are needed but where they are needed—such as an offshore oil rig.”
We Already Use It
As Swanson wisely alluded, there’s a time and place for AM. “3D printing isn’t going to work for shapes that are large and simple. It works for parts that are small and highly complex with a unique geometry.”
Currently, a large shape the asphalt industry fabricates in 3D layers on a daily basis is an asphalt pavement—and it’s anything but simple. I put it to you: the modern-day asphalt paver is the first 3D printer and this industry has been using the machines successfully for more than a century with exacting specs and standards. We place a base layer, intermediate layer, and one or two surface layers of HMA that bond together with heat. The teams at Atlas Copco Road Construction Equipment and Vogele of the Wirtgen family even have the dual-layer Compactasphalt® system and hot-on-hot InLine Pave® system, respectively, that place the lifts in immediate succession to return roadways to the end user more quickly than conventional paving.
The 3D asphalt paver that Advanced Pavement Technologies, Inc., (APT) wishes to build in cooperation with the University of California-Davis is still on the drawing table and not to be confused with 3DP. Its purpose is arguably in opposition to AM because it is going to be designed to fill in holes as it pulls and compacts a lift. You can contribute to APT’s R&D project and learn more about the paver at the company’s Kickstarter campaign page.
In the end, what we have available to the asphalt industry is a technology that mechanical engineers have been improving since the 1980s. It’s turning into a method of creating products that asphalt professionals will use within and on larger pieces of equipment. “It’s an emerging manufacturing process that will revolutionize the fabrication of some part types,” Wilson said.
Depending on your position in the industry and your experiences, you will conceptualize what AM can do for your business and your bottom line differently than the asphalt professional down the street. As standards are developed to make the fabrication of similar parts consistent across the industry, OEMs will have guidelines to bring AM to the forefront of the construction industry. As custom parts are developed through more efficient and cost-effective methods in the future, asphalt producers will find ways to increase their competitiveness with partnering OEMs and this sustainable form of doing business.
* For example, Plans4Less accepts industry standard .tif, .pdf and .dwf files, and then offers large format plans in color in standard engineering sizes at 36 X 48 inches, 30 X 42 inches and 24 X 36 inches, at a fixed rate of $1 per sheet. The sheets are delivered by the next day if the order is received by 4 p.m. Eastern. You can get more information at brian@plans4less.com.
Pop Culture Clarifies
Some of the nomenclature and concepts in additive manufacturing (AM) go further into depth than an asphalt paver operator or lute artist needs to comprehend. If the OEMs start making safety whistles and auto trackers from 3D printers, more power to ’em. But the concept is easy to grasp when we think about examples we may have seen already.
Bruce Wilson pointed to the human heart. “If you want to create a human heart out of a polymer or metal, you can create it in one piece. The 3D printer grows it from the bottom up, building it in cross-sections, building any shape that can exist in nature, layering the sections that exist inside.”
Consider the popular Jurassic Park III movie, when Billy shows Dr. Grant a piece of equipment called a rapid prototyper at the dig site at Fort Peck Lake, Montana. Billy has programmed a 3D printer to print the resonating chamber of a Velociraptor. The printer grows the sculpture one layer at a time, building the shape that the computer has told it to build. Billy does not have to hollow out the interior spaces when the printer is done. The AM process eliminates that wasted time and wasted material. The end result is a model of an extinct animal’s nose.
In Wilson’s real-world example above, the end result is a model of a human heart. In the asphalt industry, models of new technology already give way to components that will make manufacturing more precise, more timely and more sustainable.