Benefits of Electric Heat Distributor Trucks
BY AsphaltPro Staff

Distributor trucks may easily be viewed as unglamorous workhorses of paving fleets. Their typical functions are to provide heated asphalt or emulsion spray as tack coating in front of a hot mix paver or to spread heated binder for chip seal projects. In simplest terms, a distributor truck comprises a cab, a tank, a form of heat and a spray system for applying the binder.
The heating elements may be dropped in through the tank’s manhole. Holes may already exist in the baffles, or they may need to be drilled to allow the heaters to rest fully along the length of the tank. A hole may be drilled for the conduit from the top of the tank, or the conduit can exit the tank through the manhole.
Accurate heat is one real key to the binder’s success, whether the material is emulsion or asphalt. Traditionally, heat is provided to the distributor material via burners that operate on #2 fuel oil, diesel or LP gas. The operator lights the burner or burners, and heat begins to circulate through flues in the bottom of the tank to bring the binder up to the right temperature. Although the process is relatively simple, there are some inherent issues with this form of distributor truck heat that include safety concerns, reduced productivity, compromised asphalt or emulsion quality and higher operating costs.
For these reasons, one asphalt/emulsion heat option for distributor trucks that is gaining interest amongst contractors and municipalities is electric heat. In fact, electric heat can reduce or fully eliminate many of the problems associated with fossil-fuel-fired burners.
Why Electric?

Traditionally, heat is provided to the distributor material via burners that operate on #2 fuel oil, diesel or LP gas.
An electric distributor truck heating system allows the operator to plug in the heater at the end of the shift and walk away. The heater maintains the asphalt binder or emulsion at the correct temperature overnight or over a weekend, so that the truck is ready to begin work immediately as its next shift begins. Traditional distributor truck heaters require the operator to light the burners, and then the crew must wait for up to an hour as the material in the tank reaches the correct heat.
Electric heaters operate without an open flame, and do not require the presence of personnel as they maintain asphalt/emulsion heat, alleviating safety concerns. Fossil-fuel burners require strict conditions for lighting, including absence of water or condensation in the tank and the presence of at least 8 inches of material covering the heat flues in the tank. The truck must be positioned on level ground and upwind, to keep flammable vapors from igniting. With LP gas burners, most manufacturers recommend that two operators be present to light the burners in order to reduce risk of flashback. Additionally, the material must be circulated with a pump or it may create explosive fumes, and it must not be removed within 20 minutes after heating. Failure to follow safety precautions could result in an explosion.
With electric heat, drywell-style heating elements reside inside a sheath, allowing heat to be dissipated in a controlled manner, without the need to circulate the material. Especially with the increasing use of emulsions instead of asphalt for applications, controlled distribution of heat is ideal, as traditional burners and flues are hard on emulsions and often cause the water from the emulsion to separate and bake out of the material, damaging the material.
How It Works
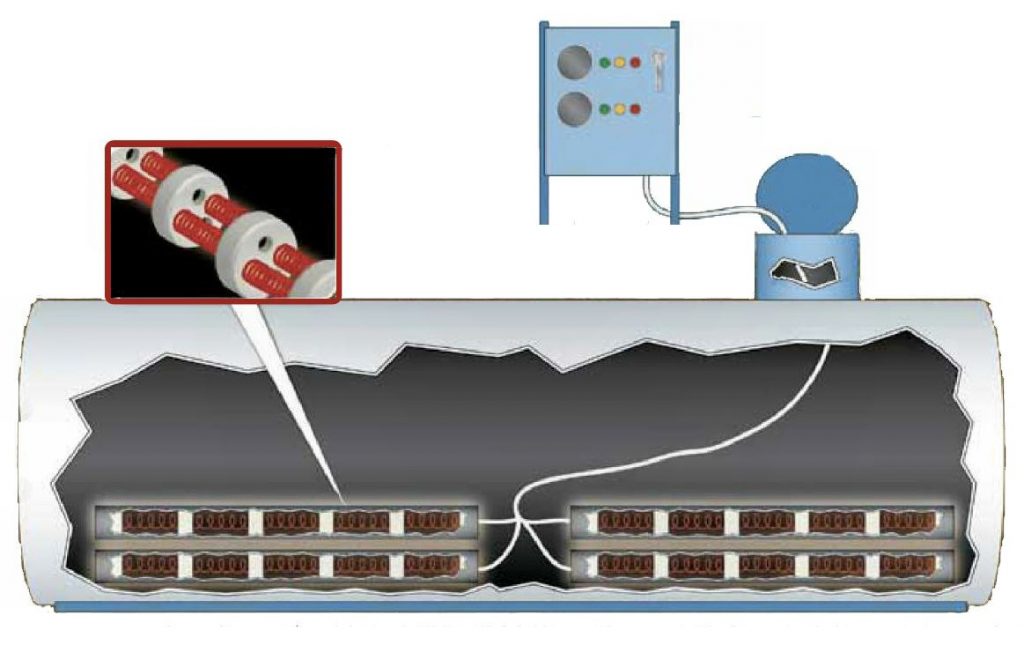
Electric heating systems that are spec’d and installed into new distributor trucks or retrofitted into existing trucks use sheaths that create a drywell, inside which the actual heating elements reside. These sheaths are located toward the bottom of the tank, running along its length through the tank baffles. Controls for the heater are installed over the rear wheel fender.
In a new or full retrofit installation, the drywell sheaths are accessible from the outside of the tank, allowing the heating elements to be easily removed and serviced from the rear without draining the tank.
Another retrofit option available is that of a drop-in heater. This type of electric heater retrofit allows the heating elements to be dropped in through the tank’s manhole. Holes may already exist in the baffles, or they may need to be drilled to allow the heaters to rest fully along the length of the tank. A hole may be drilled for the conduit from the top of the tank, or the conduit can exit the tank through the manhole. As with a new installation, the controller can be located on the rear fender of the truck.
Additional Fuel for Thought

With electric heat, drywell-style heating elements reside inside a sheath, allowing heat to be dissipated in a controlled manner, without the need to circulate the material.
In addition to improving productivity, safety and asphalt/emulsion quality, electric heat can reduce operating costs for distributor trucks. The amount of electricity required to maintain asphalt/emulsion temperatures overnight is minimal – about $4 to $5 per night – certainly less than the amount of fuel required using burners to raise the material to the correct temperature, which can range from 5 gph to as high as 11 gph, according to manufacturer specs. Factor in the cost of just one crew member waiting on the burners to heat the material and the savings become even more apparent.


Heater sheaths create a drywell, inside which the actual heating elements reside. These sheaths are located toward the bottom of the tank, running along its length through the tank baffles. Controls for the heater are installed over the rear wheel fender.
Electric heat also offers 100 percent energy efficiency because all of the energy is used to heat. No heat or emissions are exhausted into the air. Over the lifetime of the heater, that efficiency never drops. Most fossil-fuel-fired burners, however, operate at a much lower efficiency when new, resulting in a percentage of the burner’s heat being wasted – going into the air as exhaust, along with burner emissions. The burner efficiency continues to drop over time.
Finally, because electricity heats without combustion or emissions, electric heat is friendly to the environment. It eliminates a common source of fuel spills and also eliminates stacks that must be monitored for emissions.