Manage the Bridge Mix
BY John Carollo and Sandy Lender

When the ultimate, once-in-a-lifetime project comes along there is only one road to success. A team of highly skilled, dedicated professionals focused on the details and committed to delivering a high-quality job when paving the New NY Bridge under the direction of John Carollo, vice president of construction of Tilcon New York Inc.
The original Tappan Zee Bridge was a cantilever style, which opened in 1955 connecting Rockland and Westchester counties over the Hudson River. The original Tappan Zee was designed to accommodate approximately 40,000 vehicles per day, which is considerably less than the current 138,000 daily travelers.

Any good project needs communication. Here’s the vital toolbox talk before an evening’s work. Photo courtesy John Ball.
The twin spans of the new cable-stayed Tappan Zee Bridge are each 3.1 miles long and 96 feet wide, making it one of the widest cable-stayed bridges in the world. Each side consists of four traffic lanes, a bicycle/pedestrian lane, shoulders and dedicated bus lanes. The bridge was design-built by Tappan Zee Constructors LLC (TZC), which is a consortium of design, engineering and construction firms under the direction of the New York State Thruway Authority, at a cost of $3.98 billion.
Meet the Team

In this picture, you can see the old Tappan Zee Bridge components to the left being dismantled and barged away while the Tilcon team prepares the new spans for duty. The twin spans of the new cable-stayed Tappan Zee Bridge are each 3.1 miles long and 96 feet wide—each consisting of five traffic lanes, a shoulder and a bicycle/pedestrian lane. Photo courtesy John Ball.
Construction of the bridge structure began in 2013 and progressed as scheduled. Following a design change in 2017, TZC contacted Tilcon. A series of meetings and negotiations led by Don Moore, Jr., with support from Scott Laudone, Joe Obermeyer and Carollo ensued. They reached an agreement that Tilcon would profile mill the deck panels and pave using 28,000 tons of Rosphalt 50 asphalt mix.
 It’s a challenging mix design that no supplier or contractor had produced or placed in such large quantities. As time was of the essence and the schedule very aggressive to meet opening commitments, the Tilcon Quality Control (QC) team, led by Cindy LaFleur, tackled the task of getting a specification and two job mix formulas created and approved in just six weeks.
It’s a challenging mix design that no supplier or contractor had produced or placed in such large quantities. As time was of the essence and the schedule very aggressive to meet opening commitments, the Tilcon Quality Control (QC) team, led by Cindy LaFleur, tackled the task of getting a specification and two job mix formulas created and approved in just six weeks.
In conjunction with the Rosphalt additive supplier Chase Corp., represented by Brock Pedersen and Dave Fricke, the team created a mix design in accordance with the New York State Department of Transportation specifications, received approvals, and July 6, 2017, performed the first test strip. This was only the beginning.
Carollo stated: “As a precedent-setting project, it would take extreme micro-planning, communication, coordination and cooperation with both internal and external personnel. Remember, high production Rosphalt 50 paving was a new process and we had to overcome engineering issues and conditions that arose, so our ‘Paving Team’ was created.
“The team was comprised of both experienced and up-and-coming talents throughout the organization. With the pairing of Senior Project Managers Jim Best and John Beckmann along with Project Engineer John Onorati, combined with the expertise of John Ball, proprietor of Top Quality Paving & Training, Manchester, New Hampshire, and Senior Paving Foreman Salvatore Rizzo, we created our foundation for success.
This was rounded out by the asphalt production and transportation teams at our Riverdale facility located approximately 45 minutes from the project site and lead by Kevin Stager and Steve Kosaitis and supported by our Quality Control team lead by Cindy LaFleur and Rich Linton.
“Keep in mind, the team would not have been able to succeed if not for the 24/7 support of our entire construction division lead by Fred Beaudry, as the company had commitments to place one million tons of asphalt for other customers.”
Rosphalt 50 Mix Design

Even at the top of the MTV and paver, the operators took precautions to avoid breathing fumes from the high-temperature material. “We all had to wear full face masks,” John Ball said. “The fan and tubing directed the fumes away from the operator and workers.” Photo courtesy John Ball.
Rosphalt 50-LT, a product of Royston Laboratories Division of Chase Corporation in Pittsburgh, Pennsylvania, is a super-concentrated, thermoplastic, lower temperature polymeric dry mix additive. When combined in a hot-mix asphalt (HMA) plant with an HMA or Superpave mix design, it is designed to create a waterproofing/wearing course that is resistant to rutting and shoving. It’s intended to be used in high stress sites where additional performance is required, such as ports, toll booths, industrial pavements, race tracks, airports and other sites with heavy loading. Pedersen noted: “Rosphalt was determined to be the best solution because of its unique ability to extend the life of the pavement as well as its high resistance to rutting and shoving and the excellent flexural fatigue resistance of Rosphalt mixtures.”
According to a Pennsylvania Department of Transportation (PennDOT) report filed on the National Academy of Sciences, Engineering, and Medicine website Aug. 23, 2012—a report that was eight years in the making—Rosphalt 50 is used for bridge deck overlays as a waterproofing membrane and as the bridge deck’s wearing course.

In the center, Sal Rizzo, served as foreman on the job. For the Tappan Zee Bridge, July 31, 2018, 10 trucks brought 22 tons each to the project. That level of production with a quality-minded team spelled success for the project. Photo courtesy John Ball of Top Quality Paving & Training.
Don Watson of the National Center for Asphalt Technology (NCAT) in Auburn, Alabama, commented on the product: “I evaluated this product 25-30 years ago when with GDOT. We were just transitioning to modified binders and looked at an assortment of products. The Rosphalt material is very stiff and requires elevated mixing temperatures to make the material workable. It is added in dry form just before the AC is added (very similar to a product called Vestoplast that was introduced for use with SMA in the early 1990s) so it is not very convenient to introduce into the mix. The product is so stiff it takes extra mixing time just to get the binder to blend with the stiff Rosphalt and coat the aggregate. Our conclusion was the product was too stiff for general highway needs and would make the mix susceptible to cracking, so we chose not to use it.”
However, the Rosphalt technology did advance and move on to be used by other agencies throughout the Tri-State area in smaller quantities for specialty work.
From the supply side, Pedersen and Fricke noted: “This was the largest scale Rosphalt project in history, at just less than 30,000 tons. This required a short turnaround time for specification revision and mix design development and test strip installation. Not to mention, this fell right in the middle of an already busy paving season for both Chase and Tilcon. The production team in Pittsburgh jumped into action and began producing the Rosphalt asphalt additive around the clock while the Technical Support and Sales team worked on the specifications and job details with Tilcon and through TZC.”
Neither Tilcon New York nor any asphalt producer “had ever before produced such a large quantity of Rosphalt in the NY Metropolitan market” stated John Carollo. “However, by utilizing our Riverdale Facility with both a batch and drum plant available, we were confident we could meet the demand of the mix and accommodate the aggressive schedule.”
Progress

With oscillation technology on the job, the rolling train went from densities around 88 percent to achieving 94 percent compaction and no deficiencies. Consultant John Ball explained the crew found the stiff mix challenging in 2017; but when they put the oscillation to work, “the mix came right into it within three passes.” They had a perfect plan for 2018 as well. The CAT CB13 was a new roller for this project. Here the compaction team puts it right on the joint. Both photos courtesy John Ball.
Following that first test strip July 6, 2017, a total of 14,300 tons of Rosphalt 50 asphalt was placed on the westbound span. This was just six short weeks from making the initial commitment and all traffic was moved to the new span Oct. 6, 2017. Work began preparing the eastbound span, progressed well and during this time the approaches were paved using an additional 17,000 tons of material following the NYSDOT

Superpave Specifications. Tilcon returned to pave the final 14,000 tons of Rosphalt in September 2018.
45,000 tons of asphalt may seem meager when you look at the complexity of building a new bridge until you look at some of the challenges.
Challenges Met—Safety First
As previously stated, this was a record-breaking accomplishment and like all great accomplishments there were challenges. As high production Rosphalt 50 paving was a new process, they had to overcome engineering issues and conditions that arose in the field such as the surface preparation process, material delivery, roller changes and the extreme material temperature while maintaining high safety standards.
“The crew were seasoned professionals who knew how important this job was,” Carollo said. “We’ve been working with John Ball for at least 10 years. I knew we wanted him on the job. James Best and John Beckmann are senior project managers and John Onorati were integral to this job.”
He explained the plant personnel went through just as much extensive training before the test strips were placed as the paving equipment operators did. “We had to add feeders for the Rosphalt and baghouse temperatures had to be monitored constantly.” The mix was produced at 450 degrees F and placed out the back of the paver between 400 and 406 degrees F, according to Carollo. “To protect workers from extreme heat, we worked at night, provided lighter weight PPE, coolers filled with water and sports drinks located throughout the site and trucks at the ready for team members to grab a break and cool down. Our Purchasing Agent
John Manfra and Safety Compliance Cathy Henderson were sure to make sure all the team’s needs were accommodated.”

Tilcon New York had a batch plant at the Riverdale drum plant site, serving as backup should they need it. Both photos courtesy Tilcon New York.
If rain was in the forecast, the team had to put extra practices in motion. Namely, they had to watch out for steam. The mix with Rosphalt was so hot that it would cause burning steam if it touched a puddle of rain water. Thus, moisture had to be removed before paving for both quality and safety. “We put the blower truck and guys with hand blowers out there to get the surface dry,” Carollo said. “First, you get a quality product when the surface is dry. Second, you don’t get steam that burns anybody.”
There’s no getting around the fact the fumes from the Rosphalt mix created a fog. But the team had a solution for that. They set up shields on operator platforms to deflect fumes from equipment operators and set up fans to blow the fumes away. “When we were close to the barrier wall, the air was very still,” Ball said.
Carollo elaborated: “Up against the bridge barrier walls, we were kind of trapped with the fumes and the heat. During the first night paving, the ambient temperatures were over 100 degrees, so we came up with a plexiglass shield around the safety bar to keep the fumes out of the transfer machine operator’s face. Then we put curtains over the conveyor belt to keep fumes away.

The material arrived at high temperatures, resulting in a steamy atmosphere, even when the crew performed night paving. Both photos courtesy Tilcon New York.
“We had spotters all over the place,” Carollo continued. “We had a couple sprinkles of rain here and there, which meant we had steam. So, we had spotters for every piece of equipment out there.”
Carollo shared that the “Tilcon crew was concerned about all aspects safety including traffic movement, but we kept everyone aware of the Internal Traffic Control Plan (ITCP). The first shift or two, we had to manage all that congestion. There were a lot of people on foot, the paving and prep crews, the QA/QC teams, internal and external inspection staff all double-checking everything, trucks, equipment, safety teams and subcontractors—a lot of movement to control.”
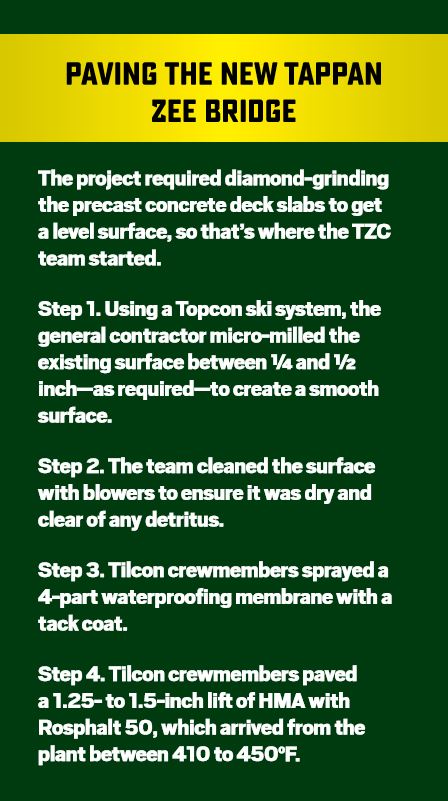
Surface Preparation

The material arrived at high temperatures, resulting in a steamy atmosphere, even when the crew performed night paving. Both photos courtesy Tilcon New York.
Surface preparation process began with setting parameters, the Tilcon team first painted lines to show equipment operators where to tack and pave, etc. To keep haul trucks, equipment and workers from tracking the special membrane, they used “tire soakers” (garden spray canisters) to spray water on the right travel lane, in addition to creating a tire wash pad at the entrance of the site.
They started with complete tack coverage. They put soap in spray bottles (bug sprayers) for spraying boots, tools and equipment tires to help keep tack from being lifted as well; this also helped keep the Rosphalt 50 mix from sticking to tools. They applied “an edge sealer by Chase and applied by our subcontractor Mattiola Services of Skippack, Pennsylvania,” Carollo said. “3.1 miles made traditional placement with brushes too cumbersome. We applied 30,000 linear feet in one night with a striper machine with a special nozzle at a good walking pace speed. We also sprayed the vertical joint warm within 10 minutes of us picking up.”

They also used edge sealer along the interface of the membrane to concrete separating the right shoulder and shared use pathway, as well as on the edge of right lane pavement before paving the shoulder. With tacking and this preliminary hand-work done, paving could begin.
Next, they needed to keep the mix from entering/clogging drains or sticking to expansion joints, etc., so Jim Best came up with a 1/8-inch-thick aluminum plate with a 1-inch, 90-degree lip over scuppers, fire hydrant boxes, concrete joints and the like.
Placing the Rosphalt
Now it was time to get the equipment and trucks into action. As it does with any large-scale project, trucking had to be planned precisely.
 “The trucking was a critical part of this project,” Carollo said. “We had to study the routes every night.” “We had two and half rounds of trucks going at 14 trucks per night to start,” Carollo said. “And went to 18 to 20 trucks making the 45-minute trip from the plant. The transportation team lead by Steve Kosaitis did a terrific job of making sure all the trucks were prepared and moving efficiently.”
“The trucking was a critical part of this project,” Carollo said. “We had to study the routes every night.” “We had two and half rounds of trucks going at 14 trucks per night to start,” Carollo said. “And went to 18 to 20 trucks making the 45-minute trip from the plant. The transportation team lead by Steve Kosaitis did a terrific job of making sure all the trucks were prepared and moving efficiently.”
Ball added, “We orchestrated the paving per lane. We knew it took a certain number of trucks per lane, and it took 5 minutes and 50 seconds per load to charge the Shuttle Buggy.”
Carollo explained the use of the MTV also let them remix the material before it went through the paver “to mitigate any effects of Rosphalt cooling or settling in the truck during transport.”
“We strategically placed the Shuttle Buggy to be offset so it wasn’t driving on the paving lane,” Ball said. “By putting the MTV in the adjacent lane, we didn’t have it driving over and tracking the tack.”
Material temperatures were crucial to placement and compaction. Carollo listed all the points where temperature readings were taken:
- as the trucks dumped the Rosphalt into the transfer machine;
- when the asphalt reached the auger of the paver;
- before the screed laid the mat down flat against the membrane; and
- as the paver laid the mat of Rosphalt down.
Getting density on the single lift bridge deck took a team effort, both in 2017 and 2018. Of course, one purpose of the test strips is to set a good rolling pattern, and the team used five rollers and a few nuclear density gauges to double-check quality (See Sidebar for QC/QA List).

Tilcon New York had a batch plant at the Riverdale drum plant site, serving as backup should they need it. Both photos courtesy Tilcon New York.
“Once the paver achieved a safe distance from its starting location, the rollers began their work compacting the Rosphalt to its specified densities and percent compaction based on the nuclear density gauges that were being used. At this point in the process, rollers were added as needed to fine tune the operation. As production continued, the mat was persistently inspected by workers and management to ensure a quality job, as well as by using an aluminum straight edge beam to detect deviations in thickness that would affect ride-ability. The straight edge beam was also placed on the pavement the following day to ensure that the mat did not have any areas where a gap showed beneath the beam.”
One of the many challenges encountered was working too long on compaction. “We didn’t want to over-roll the mat, so we had a 2 a.m. brain storm session and decided to get oscillating rollers for the next shift.
With our support team being on call 24 hours we contacted Rich Tolerico, Equipment Manager and Jeff Spadaccini, Logistics Coordinator. By noon the next day the rollers were delivered, and we could get another 1,000 tons the next night.”
Smoothness also required preplanning to get the joints right. The team used heated end-gates, of course, and kept the shoe right on the 90-degree angle of the joint. To keep the joint hot, they pulled four to five lanes per night, keeping the lanes fresh, warm and ready to compact. “We used a Topcon joint matcher,” Carollo said. “There was no handwork with this stiff material. We had the rollers directly on the joint, pinching the joints.”
Testing
“Cores were drilled by HVEA Engineers, headquartered in Beacon, New York, on the night of July 7 under the supervision of Tilcon, QA, and TZC representatives, by using a coring machine fitted with soapy water to help the process of drilling and extracting the cores,” Carollo provided. “Correlation cores were carefully extracted and subsequently inspected by present personnel to make sure they fit the requirements needed for lab testing according to its location on either the shoulder or travel lane, before being packaged into core boxes and transported to the both the Tilcon Mt. Hope laboratory and the consulting lab to await testing on Monday, July 10.”

The totes of Rosphalt 50 additive await blending. John Carollo explained: “The successful delivery of the required quantity of Rosphalt 50 has allowed Tilcon New York to optimize a new market position. Using a disciplined production planning process, Tilcon New York dedicated one facility with both drum and batch plants to meeting the customer’s needs.” Both photos courtesy Tilcon New York.
The team performed smoothness tests regularly. Under the supervision of GPI Labs and a TZC representative, Tilcon crewmembers used the 16-foot aluminum straight edge to test smoothness/flatness of the mat.
“Beginning where paving started, the straight edge was laid down in both travel lane and right shoulder, and moved along the tire path in each lane,” Carollo provided. “The straight edge was laid down end over end for the entire 1,700 linear feet of pavement that was placed for the test strip, with the supervision of QA and Tilcon looking for any spot where a gap greater than 1/8-inch was present beneath it. QA and the TZC representative who were present were satisfied with the test.”

Notice here that the crew has offset the material transfer vehicle to keep it from tracking tack as the paving train moves down the lane. Photo courtesy Tilcon New York.
The Tilcon crew maintained that level of attention to best practices and detail for the remainder of the project. “We had no deficiencies with 28,000 tons of Rosphalt between both spans,” Carollo said. “We were averaging 1000 to 1200 tons per production shift. To do that safely was a great accomplishment.”
Innovation and attention to detail worked hand in hand throughout the Tappan Zee Bridge’s paving portion. The Tilcon crew has much to be proud of now that traffic is flowing on a smooth surface, courtesy of their hard work and dedication to getting a challenging mix placed right.